
Introduction
Pour ceux qui n'ont pas travaillé dans un SMT (Technologie de montage de surface) usine, Les processus de base et les étapes clés impliqués dans la fabrication SMT peuvent rester un mystère. Aujourd'hui, Je présenterai les trois principaux processus de fabrication SMT pour fournir une compréhension plus claire de cette technologie.
Aperçu de la fabrication SMT
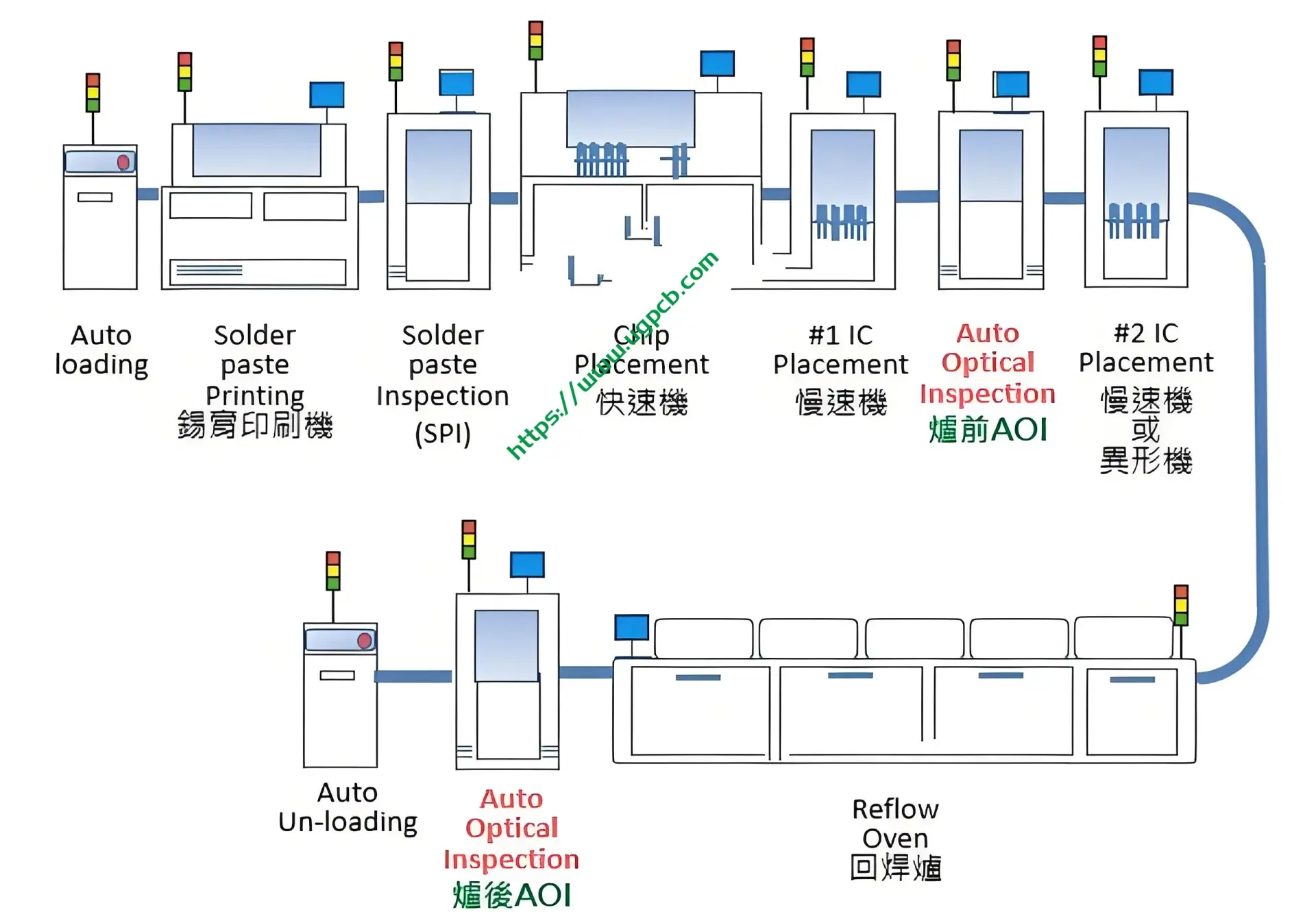
La fabrication SMT est actuellement la technologie et le processus les plus populaires dans l'industrie de l'assemblage électronique.. Le flux de processus de fabrication SMT est complexe, avec des variations selon le produit. Cependant, le flux de base comprend généralement: inspection des matériaux entrants, programmation, impression, inspection, montage, Inspection préfabriquée, brasage par refusion, Zone d'intérêt (Inspection optique automatisée) détection, réparation, essai, et assemblage.
Parmi les divers processus de la fabrication SMT, trois se démarquent comme le plus crucial: impression de pâte, Montage SMT, et la soudure de reflux.
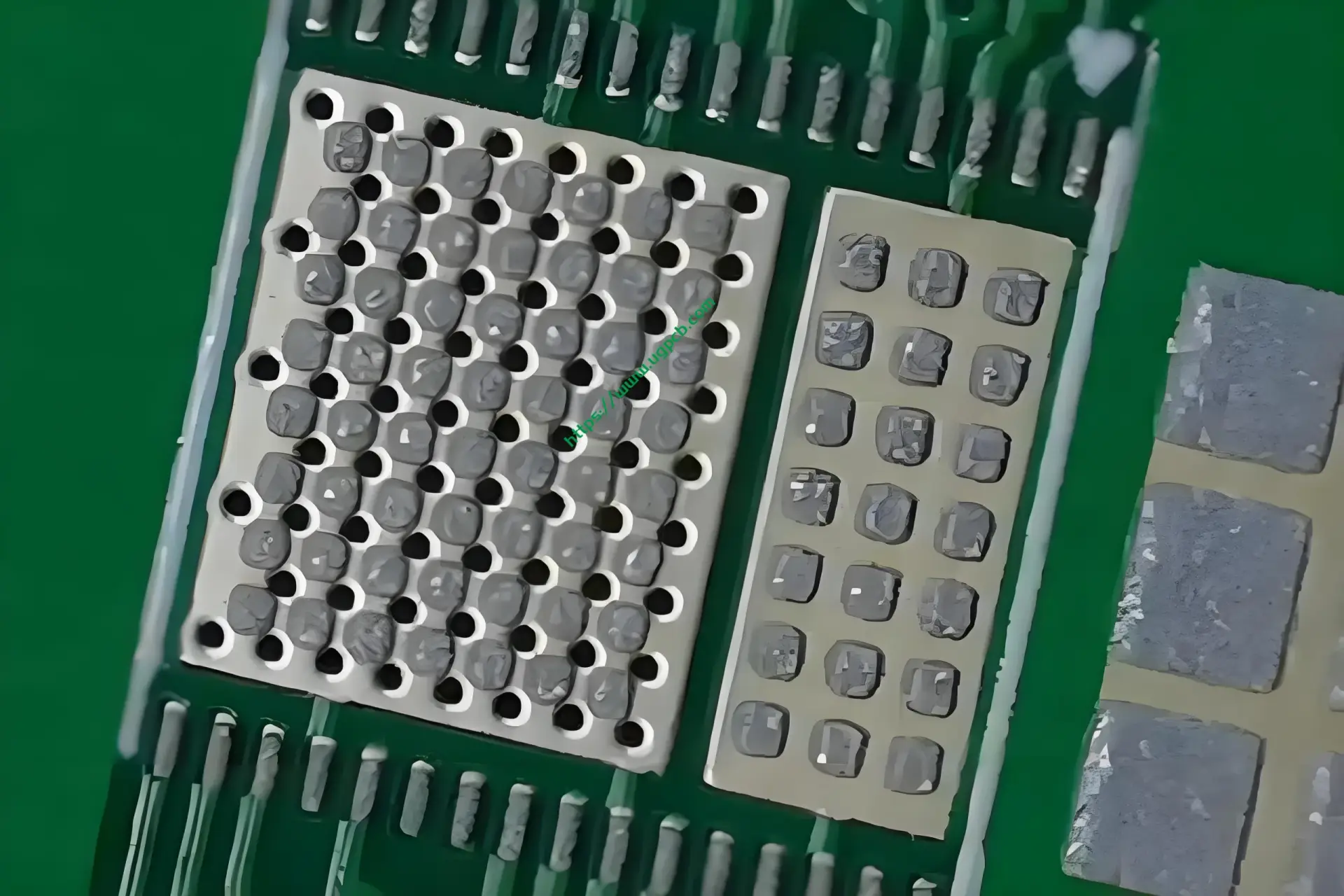
Impression de pâte
L'impression de pâte implique l'application de la pâte de soudure sur le PCB (Circuit imprimé). L'équipement et les outils utilisés dans ce processus comprennent:
- Imprimerie: Machines d'impression entièrement automatiques et semi-automatiques.
- Pâte à souder: Un matériau spécial utilisé pour réparer les composants sur le PCB.
- Pochoir: Essentially a mold with hollowed-out positions corresponding to the soldering pads on the PCB, allowing the solder paste to seep through and coat the pads. It is a thin steel sheet fixed by a frame, commonly used in thicknesses of 0.10mm, varying based on the components and manufacturing process of different products. The stencil is made according to the paste mask file in the Gerber files provided by the R&D team or customer. This preparation is crucial before production as the stencil’s quality determines the quality of the mounted products. The importance of the stencil is especially evident in precision components, and different printing machines have slight variations in stencil aperture requirements. Based on personal experience, for products with precision components like 0.4-pitch BGA, Il est recommandé d'avoir le pochoir fabriqué par les professionnels de l'usine de production, car il n'y a pas de normes strictes pour le processus. Les détails sont mieux compris par les ingénieurs du processus de l'usine SMT.
L'opération de base consiste à installer le pochoir dans l'imprimerie, Ajout de la pâte de soudure au pochoir, Placer le PCB sur la piste de la machine, Analyser les points de marque du PCB et du pochoir avec la caméra de la machine, les aligner, Raisser la plate-forme d'impression pour s'adapter au pochoir, puis en utilisant une raclette inclinée à 45 ° pour gratter la pâte de soudure à travers le pochoir, le transférer aux coussinets de soudage sur le PCB. Cela complète le processus d'impression. S'il n'y a pas de défauts, c'est parfait; S'il y a, L'ingénieur de l'équipement doit effectuer des ajustements mineurs. Basé sur des années d'analyse des processus sur le terrain, L'impression de cols est la plus critique des trois principaux processus de la fabrication SMT, comme 70% des défauts SMT sont liés à cette étape.
Montage SMT
Le montage SMT implique l'utilisation d'une machine de placement pour monter les composants sur le PCB imprimé. Le terme “montage” est utilisé parce que la pâte de soudure contient un flux, qui a une certaine collaboration, lui permettant de contenir des composants avant de fondre.
Le principe du montage SMT est à la fois simple et complexe. C'est simple car il a évolué à partir de la soudure manuelle, où les composants ont été placés sur la carte de circuit imprimé avec des pincettes, Pendant que les machines de placement utilisent des têtes d'aspiration à vide pour fixer les composants au PCB. Il est complexe car le processus de montage réel est complexe, impliquant un équipement précis. Les progrès technologiques ont transformé les composants traditionnels à travers en composants de montage de surface, Augmenter considérablement l'efficacité de la production et modifier l'ensemble de la chaîne d'approvisionnement de l'industrie.
Le principe de travail de SMT implique la création d'un programme de placement à l'aide des fichiers Gerber, coordonner les fichiers, Nomenclature (Sauvetage), et diagramme de position fourni par le client. Les têtes de placement (buses d'aspiration), mangeurs, Et les pistes de la machine de placement fonctionnent ensemble pour terminer l'ensemble du processus de montage.
- Buses d'aspiration: La tête de placement a 12 buses d'aspiration, chacun avec un centre creux qui utilise une aspiration sous vide pour ramasser les composants.
- Mangeurs: Ce sont des appareils de flux qui, Basé sur le programme de placement créé par le programmeur de machine de placement, sont imprimés dans une liste de station. Operators install components on the feeders according to the station list order. The feeders are arranged on the placement machine, powered on, and driven by gears to advance the component tape. The program instructs the specified suction nozzle to move to the designated position to pick up the component and place it at the specified coordinate.
Précautions:
- Different-sized components require different-sized suction nozzles and feeders.
- Since the suction nozzles use vacuum pickup, it is essential to ensure that the component surface is flat and does not leak vacuum during design and sample production. For special components like contact antennas or hollowed-out devices, suppliers may need to add “caps” or apply high-temperature adhesive tape to the surface.
- Avoid using bulk materials.
Soudeur de reflux
After paste printing and mounting, the next step is reflow soldering. Once all components are mounted, the PCB is transported to the conveyor by the placement machine for manual inspection or pre-oven AOI inspection to check for any mounting defects. If there are no issues, the PCB can enter the reflow oven.
Many may not know what “reflow” means in reflow soldering. It does not refer to the solder paste flowing from one place to another. Reflow soldering comes from “Soudeur de reflux,” where “reflow” means transforming granular solder paste into a liquid state and then solidifying it into an alloy. The reflow oven is like a “baking oven” with a conveyor belt resembling a bicycle chain. It is a rectangular oven that transports PCBs, heats and melts the solder paste, and solidifies the components onto the PCB’s soldering pads. The reflow oven has hot air devices divided into multiple temperature zones, gradually heating up. The process can be described using a curve with four key zones.
- Preheat Zone: Preheats the PCB and components, mainly referring to the heating effect of the first one to three heating zones of the reflow oven. Higher preheating achieves thermal equilibrium for the materials to be soldered, allowing the solder paste to become active, and components like flux to evaporate appropriately, paving the way for good soldering later.
- Soak Zone: Removes surface oxides and makes the solder paste active, with the solder paste in a semi-molten state, corresponding to the fifth, sixth, and seventh heating zones of the reflow oven.
- Reflow Zone: Also known as the soldering zone, it is the hottest area in the reflow oven, reaching the melting point of the solder paste, typically around 220°C for lead-free solder paste, lasting about 40 secondes.
- Cooling Zone: Slowly cools down from the melting point to around 50°C, forming alloy solder joints.
This completes the reflow process, which usually takes about six minutes.
Conclusion
This article provides an explanation and description of the three main processes of SMT manufacturing: impression, montage, et la soudure de reflux. With this information, relevant personnel should have a deeper understanding of these crucial steps in SMT manufacturing.
