
S1000-2M est un matériau PCB de la technologie Shengyi et à haute Tg FR-4 (au-dessus de Tg170 ℃). Il a la capacité de s'adapter aux multicouches élevées sans plomb, et est largement utilisé dans les automobiles, HDI et diverses cartes de circuits électroniques haut de gamme de l'industrie S1000-2M se caractérisent par des performances stables, traitement pratique et livraison rapide.
Caractéristiques du S1000-2M
– PCB FR-4 compatible sans plomb
– ℃ élevé de Tg170 (DSC), Compatible blocage UV/AOI
– Haute résistance à la chaleur
– Faible coefficient de dilatation thermique sur l'axe Z
– Excellente fiabilité traversante
– Excellentes performances anti-CAF
– Faible absorption d'eau et résistance aux températures et à l'humidité élevées
– Excellentes performances d'usinage
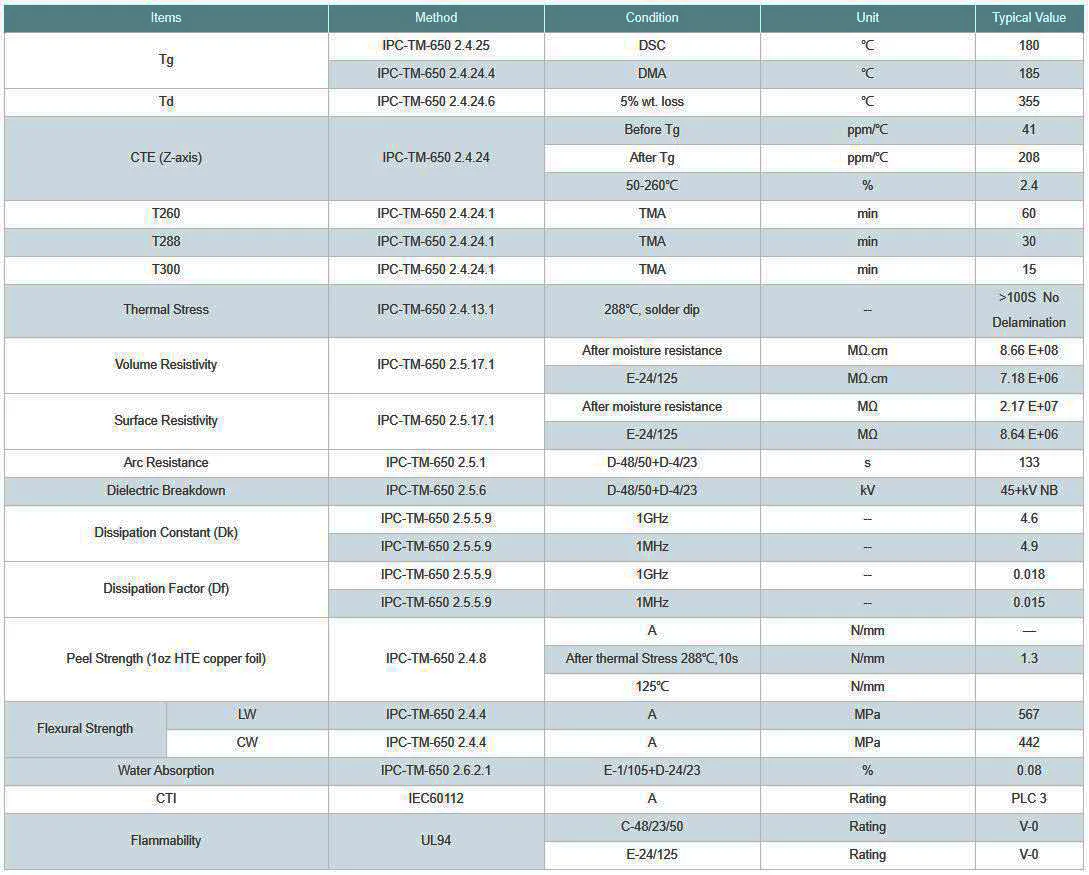
Paramètres de performance du substrat PCB TG S1000-2M
Champ d'application du S1000-2M
– Convient aux PCB multicouches élevés
– Largement utilisé dans les ordinateurs, communications et électronique automobile
Guide de fabrication des PCB S1000-2M et S1000-2MB
1. Conditions de stockage du matériel PCB S1000-2M
1.1 Plaque plaquée cuivre
1.1.1 Méthode de stockage
Placez-le sur la plate-forme ou le support approprié dans son emballage d'origine pour éviter les fortes pressions et les déformations des plaques causées par un stockage inapproprié..

Entrepôt de matières premières
1.1.2 Environnement de stockage
Les plaques doivent être stockées dans un endroit aéré, environnement sec et à température ambiante pour éviter la lumière directe du soleil, pluie et gaz corrosifs (l'environnement de stockage affecte directement la qualité des plaques).
Le panneau double peut être stocké pendant deux ans dans un environnement approprié, et le panneau unique peut être stocké pendant un an dans un environnement approprié. Ses performances internes peuvent répondre aux exigences de la norme IPC4101.
1.1.3 Opération
Utilisez des gants de nettoyage pour manipuler les plaques avec précaution. Collision, glissement, etc.. endommagera la feuille de cuivre, et l'opération à main nue polluera la surface de la feuille de cuivre. Ces défauts peuvent avoir un impact négatif sur l'utilisation de la plaque.
1.2 Feuille semi-durcissante
1.2.1 Méthode de stockage
Le préimprégné doit être stocké horizontalement dans son emballage d'origine pour éviter les fortes pressions et les dommages causés par un stockage inapproprié.. Le reste du préimprégné en forme de rouleau découpé doit toujours être scellé et emballé avec un film frais et remis sur le support dans son emballage d'origine..
1.2.2 Environnement de stockage
Le préimprégné doit être stocké dans un emballage scellé dans un environnement exempt de lumière ultraviolette.. Les conditions spécifiques de stockage et la durée de stockage sont les suivantes:
Condition 1: température<23 ℃, humidité relative<50%, période de stockage de 3 mois,
Condition 2: température<5 ℃, la période de stockage est 6 mois.
L'humidité relative a le plus grand impact sur la qualité du préimprégné, auquel il faut prêter attention (le traitement de déshumidification correspondant doit être effectué lorsque le temps est humide). Il est recommandé d'utiliser la feuille adhésive à l'intérieur 3 jours après l'ouverture du colis.
1.2.3 Coupe
La découpe doit être effectuée par des professionnels portant des gants propres pour éviter que la surface du préimprégné ne soit polluée.. L'opération doit être effectuée avec soin pour éviter que le préimprégné ne se froisse ou ne se froisse., et éviter l'impact sur l'utilisation du préimprégné.
1.2.4 Précautions
Lorsque le préimprégné est sorti de la chambre froide, il doit passer par le processus de récupération de température avant d'ouvrir l'emballage. Le temps de récupération de la température est supérieur à 8 heures (en fonction des conditions spécifiques de stockage). L'emballage peut être ouvert une fois que la température est la même que la température ambiante.
Le PP qui a été ouvert en feuilles doit être stocké dans des conditions 1 ou Condition 2 et épuisé dès que possible. S'il dépasse 3 jours, il doit être revérifié et utilisé après qualification de ses indicateurs.
Après ouverture du paquet de PP roulé, les pièces de queue roulées restantes doivent être scellées au niveau de l'emballage d'origine et stockées dans l'état 1 ou Condition 2.
S'il existe un plan d'inspection CIQ, les bandes adhésives doivent être testées dès que possible après réception (pas plus que 5 jours) selon la norme IPC-4101.
Si la feuille PP est déshumidifiée avant utilisation, il est recommandé que le réglage de l'armoire de déshumidification soit<20 ℃, l'humidité devrait être d'environ 40%, et la limite supérieure de la fluctuation ne doit pas dépasser 50%.
2. Suggestions de traitement des PCB S1000-2M
Traitement des PCB
2.1 Coupe
Il est recommandé d'utiliser une machine à scier pour couper, suivi d'une cisaille. Notez que couper avec un couteau à rouleau peut entraîner un délaminage des bords de la plaque..
2.2 Cuisson de la plaque à noyau
La plaque centrale peut être cuite en fonction de la situation d'utilisation réelle. Si la plaque centrale est cuite après la découpe, il est recommandé de cuire la plaque centrale après un lavage à l'eau à haute pression après la découpe afin d'éviter l'introduction de poudre de résine à la surface de la plaque pendant le processus de cisaillement, ce qui peut entraîner une mauvaise gravure.
Conditions de séchage: 150 ℃/4~8h. Notez que la plaque ne peut pas entrer directement en contact avec la source de chaleur.
2.3 Empilage
Le processus d'empilage doit garantir que la séquence d'empilement des feuilles de liaison est cohérente, et évitez toute action inverse ou renversée pour éviter la déformation et la déformation..
2.4 Laminage
Il est recommandé que la vitesse de chauffage soit de 1,0 à 2,5 ℃/min. (la température du matériau doit être comprise entre 80 et 140 ℃) pendant le stratifié multicouche.
300-420psi (presse hydraulique) est recommandé pour la haute pression de laminage. La haute pression spécifique doit être ajustée en fonction des caractéristiques structurelles de la plaque (le nombre de préimprégnés et la taille de la zone de remplissage de colle).
Il est recommandé de régler la température du matériau extérieur à haute pression à 80-100 ℃.
État de durcissement: 185-195 ℃,>60min.
Si la presse à conduction thermique en feuille de cuivre est utilisée, nous devons être informés à l'avance.
Si des panneaux isolants ou des panneaux simples sont utilisés dans des panneaux multicouches, les panneaux isolants ou les panneaux individuels doivent être rendus rugueux avant d'être utilisés pour éviter une force de liaison insuffisante causée par des panneaux isolants trop lisses, ou les panneaux double face peuvent être gravés en panneaux simples ou en panneaux isolants pour la production.
2.5 Forage
La plaque est relativement dure et l'efficacité du perçage est faible. Il est recommandé de réduire de manière appropriée la limite de trou de la buse de forage pour garantir une bonne qualité de la paroi du trou.. Sur la base des paramètres de forage communs FR-4, il est recommandé de réduire la vitesse de chute de 10-20%.
2.6 Désenduire
Étant donné que la résine S1000-2M contient une charge inorganique ajoutée, ce qui est difficile à mordre, Desmear doit être renforcé. En outre, un lavage à l'eau par ultrasons est requis pour les planches Desmear. Le séchage après forage est propice au renforcement de l'effet Desmear, qui peut être sélectionné en fonction de l'effet réel à 150 ℃/4h.
2.7 Encre de résistance à souder
Lorsque vous utilisez la grille pour la cuisson, si la plaque est écrasée ou déformée lors de l'insertion de la grille, une déformation se produira après la cuisson.
2.8 Pulvérisation d'étain
Il est applicable au processus de pulvérisation d'étain sans plomb. S'il y a un problème de points blancs, il est recommandé de cuire à 150 ℃ pendant 2-4h puis pulvériser dans les 4h.
2.9 Traitement du profil
Ne convient pas au traitement de poinçonnage/comprimé,
Les charges inorganiques ont une grande usure sur les gongs et les gongs, et la longueur du bord des gongs est évidemment réduite, il est donc nécessaire de réduire la vitesse de déplacement en conséquence.
2.10 Conditionnement
Il est recommandé de sécher la plaque avant l'emballage dans des conditions de 125 ℃/4-8h pour éviter la dégradation de la résistance à la chaleur causée par l'humidité.
Si les cartes PCB doivent être stockées pendant une longue période avant utilisation, un emballage sous vide en papier d'aluminium est recommandé.
3. Soudage de circuits imprimés S1000-2M
3.1 Validité de l'emballage
Recommandé dans 3 mois,
Il est préférable de cuire les composants à 125 ℃ pendant 4 ~ 8h avant l'assemblage.
3.2 Recommandations pour les paramètres de soudage par refusion
Convient aux conditions normales de traitement de brasage par refusion sans plomb.
3.3 Suggestions sur les paramètres de soudage manuel
Pour tampons individuels ou tampons de bordure
La température de soudage est de 350 ~ 380 ℃ (à l'aide d'un fer à souder à température contrôlée)
Temps de soudage d'un seul point de soudage: dans 3 secondes

