

1.鉛フリーの強い熱とボードの爆発
リードフリー以来, よく言われているのは、鉛フリーはんだの融点が高いということです。, ボードやコンポーネントにさらに大きなダメージを与える可能性があります. この一見真実で虚偽の声明は実際には半分しか正しいです. 鉛フリーのはんだのはんだしされているため (SACなど 305 はんだ貼り付け) 貧しい, より大きな表面張力と相まって (つまり, まとまりのある力は大きいです, について 20% より大きい 63/37), 外側と上向きを拡張するのははんだし性がもはや同じではありません 63/37. 鉛のないはんだ付けの品質と信頼性を向上させるため, 反応時間をベースメタルで延長する必要があります (PCBボード表面は、電気採取された銅および化学ニッケルです), したがって、動作温度が上昇することを余儀なくされるだけではありません, しかし、IMCを形成するために必要な反応時間も (Cu6sn5およびNisn4) 拡張する必要があります. 言い換えると, 必要な熱 (熱質量) 鉛のはんだ付けを正しくすることを長い間超えていました.
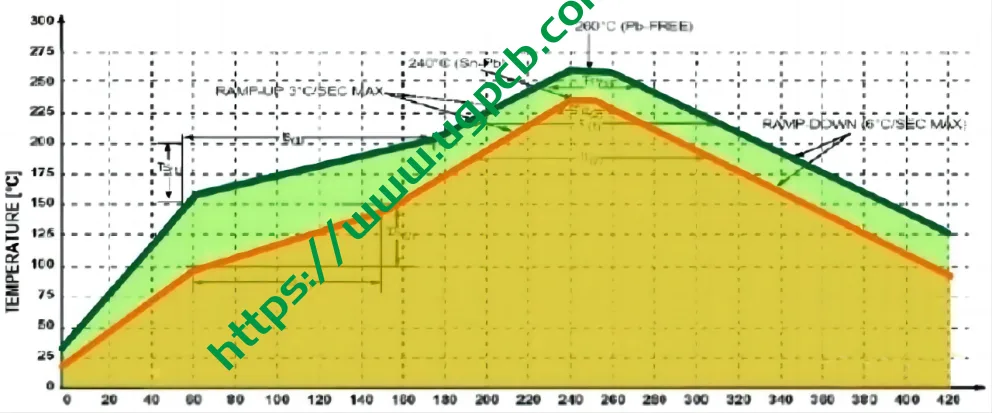
この図は、リードリフローとリードフリーリフローのプロファイルを比較しています. 緑の線はより大きな領域をカバーします (熱), これは現在のSAC305曲線です. 小さな領域 (熱) 前のリードリフローです. 過度の高温と強い熱によって引き起こされるボードの爆発を避けるという前提の下で, リードフリーリフロープロファイルのピーク温度は250を超えてはなりません℃. PCBとコンポーネントを損傷することなく同じ熱を維持するために, ピーク温度が低い時間を延長することができます, つまり, フラットトップピーク温度 (240-245℃) に拡張できます 10-25 秒 (ボードのサイズに応じて). ピーク温度の危険な熱を回避するための低い温度と安全な熱を選択することは、賢明な人がすべきことです. この種のリスク回避は、鉛のないはんだ付けにとって非常に重要です.
実際には, 図に示すリフロープロファイルから 1 その上, 鉛フリーのSMTのんだ付けが融点を超えていることがわかります (SAC305の場合は約217℃) についてです 50 秒 (小さなボードとシンプルな部品) に 90 秒 (大きなボードと複雑な部品). このような温度と熱は確かにさまざまなボードのTGを超えています. このような熱い環境に配置された組み立てられたボードのために, すでにα2ゴム状態になっています (弾性段階) 剛性が不十分で、衰弱が増加しています. もちろん, Z方向の外部引っ張り力に抵抗する能力はありません.
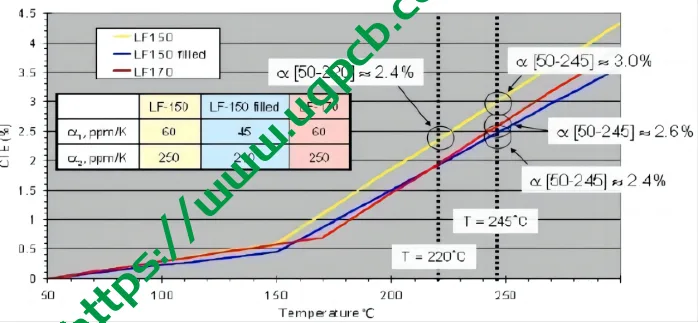
この図は、氏によって公開されました. CPCAフォーラムでのダウ化学物質のWei Tianlun. 主な目的は、α2のZ-CTEが大きすぎることを説明することです, これが理事会の爆発の主な理由です. 3つのTMAによって描かれた曲線は、左端に小さな勾配を持っています, これはα1ガラス状態です, そして、右端に大きな勾配がある曲線がα2ゴム状態に入りました. TG150の青い線とTG170の赤い線は、リードリフローの220°で同じZ-CTEを持っていることに注意してください, そして、彼らが直面するリスクは似ています. しかし, リードフリーリフロー, 高TG赤い線のZ-CTEは、低いTGブルーラインのZ-CTEよりも高い, つまり、赤い線が爆発する可能性は青い線の可能性よりも大きいことを意味します. したがって, 高いTGボードは必ずしも強い熱に対して耐性がないことが知られています.
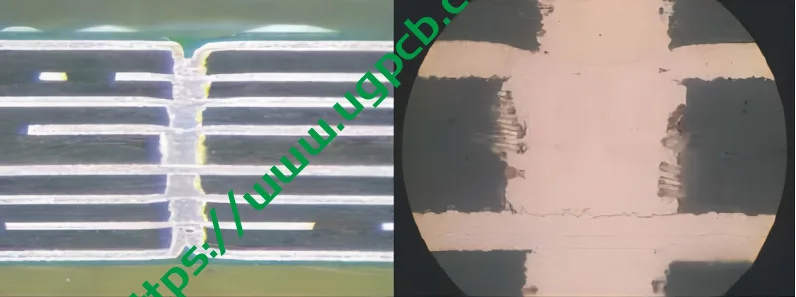
これらの2つの写真は、最新の携帯電話ボードによって提示されています, エリック積み重ねられたPTHのブラインドホールを穴から交換するために使用されます. 左の写真は、の精度のスタッキングを示しています 7 ブラインドホール, となることによって 8 銅の表面の層が相互接続されています. 正しい写真は、詳細な方法が両面ボードから始まることを示しています, つまり, 片面銅箔に銅の窓を最初にエッチングする, 次に、レーザーでブラインドホールを燃やし、盲目の穴を電気採用銅で満たす. 次に、フィルムを使用して双方を押します, そして、盲目の穴と銅メッキを燃やし続けて、複数の層を完成させる. プロセスを繰り返して、レイヤーアドレス携帯電話ボードを完成させます. しかし, このelicメソッドには多くの利点がありますが, リードフリーのはんだ付けが、スルーホールリベット効果の助けなしに簡単に爆発することは避けられません.
FR-4ボードのみ, そのXY熱膨張係数 (CTE) 約14-16ppm/℃です. この優れた品質の小さな拡張と収縮は、グラスファイバークロスクランプ強化によるものです! しかし, Z方向のボードの熱膨張にはサポートがありません. 幸いなことに, 完成したPCBに多くの穴がある場合, 穴の壁銅材料自体の熱膨張速度は17ppm/℃です, そして、良いスルーの穴の銅の厚さ (1mil以上) そして優れた伸び (伸長, この言葉は普通の人々によって延性としてよく聞かれます) リーチ 20%, また、リベットのようなクランプ効果も提示されます (リベット効果), これは、ボードのZ熱拡張を抑制し、その破裂のリスクを減らすのに役立ちます. 現在の携帯電話ボードにブラインドホールを埋めるための銅メッキ技術として (のような 3+2+3) 成熟, ランダムレイヤースタッキングブラインドホール法 (すべてのレイヤーの相互接続; エリック) 穴から一般的なメッキを徐々に交換しています. 一方では, それはコストを削減し、樹脂で穴を介して充填するのが難しいことを避けることができます, そして一方で, 機械の掘削を減らし、プロセスを短縮できます. しかし, リベット効果がない場合, ボードを爆発するのが特に簡単であることは自明です.
最近著者によって作られた多くの最新の文献と爆発したボードのスライスから, 剥離と爆発の主な理由はあるべきです: ボードのα2ゴム状態のZ-CTEが大きすぎます! IPC-4101は、6つの新しいものの解決策として4つの新しい規制を採用しています “鉛のないはんだ付けでの使用に適している場合があります” (つまり, 6つの新しい番号付きボード /99, /101, /121, /124, /126 そして /129), すなわち: 1. 無機フィラーの追加 (フィラー) 樹脂に 2. 熱亀裂温度TDの最小しきい値を指定します (例えば。, /99 325℃です) 3. 6つのボードのα2のZ-CTEの上限を300ppm/℃に指定する 4. 最小熱亀裂抵抗時間を指定します, TMA288の下限など (T288) は 5 分, 等. しかし, 商業委員会の6つの仕様すべてがこれらの最新の要件を満たしていても, ダウンストリームアセンブリのリフロープロセス中にPCBが爆発しないことを保証することはできません. もちろん, また、PCBプロセス自体の影響も含まれます (報道管理とPTHおよび銅の電気めっきプロセスの反応など), 下流のリフロー炉とリフロープロファイルの品質と品質 (プロフィール), そして、強い暑さの下でコンポーネントとボード間のCTEの違いでさえ. 後者は、弱いボードをコンポーネントによって引き裂かれます, これはまだCCLまたはPCBメーカーによって制御されていません.
2.自己輸送と外力亀裂の違い
2.1 自己爆発の原因と現象
さまざまな多層ボードの爆発の主な理由は、樹脂自体のZ-CTEが強い熱α2ゴム状態で大きすぎることです。. この種の厚さ方向の割れ目は、ガラス繊維と樹脂の間の親和性が低いなど、さまざまな故障モードから生まれます。, 樹脂と銅箔のブラックフィルムの間の粗い接着, または、樹脂自体の治療の程度が不十分で、自己クラッキング. 他の多くの内部および外部要因の助けを借りて, 鉛のないはんだ付けを完全に避け、ボードの爆発を避けることはほとんど不可能です. このような追加要因の例は次のとおりです:
2.1.1. 多くのPTHがマルチ層ボードに密に詰め込まれている熱濃度エリア.
2.1. 2. クランプを支援するPTHのない大きな銅表面領域も爆発する傾向があります. なぜなら、PCBのZ方向熱膨張の合計Z-CTE, α1およびα2を含む, についてです 3.5%, そして、銅の穴の壁のCTEは17ppm/℃です, そして、銅の厚さが1milを超え、伸びが到達すると 20%, PTH銅の壁には、抽出防止リベット効果が必要です.
2.1.3. 新しいHDI携帯電話の任意のレイヤー相互接続 (エリック) 正統派のPTHはもうありません, 代わりに、複数の銅で充填された積み重ねられたブラインドホールを使用します. リベットのないこの多層ボードも爆発する傾向があります.
2.1.4. マルチレイヤーボードは、機械的な外部インパクトの対象となります, 構造の損傷した領域も爆発する傾向があるように, ラフなVカットやパンチなど.
2.1.5. ダウンストリームアセンブリの顧客の質の低さについては’ リフロー炉, 不適切な測定方法とリードフリーリフロープロファイルの管理不良 (プロフィール), 等, ボードの爆発を引き起こす可能性もあります. 例えば: 加熱速度 (スロープとも呼ばれます) リフローカーブの先頭には速すぎる, ボードが加熱する時間がなかった間に、PCB表面を過熱します. 不均一な熱膨張のせん断力の下, 構造の弱い部分は膨らみやすい. この加熱セクションの勾配 (増加) ボードのサイズと部品の数に応じて、1℃-3°/秒の範囲内で調整する必要があります.
2.1.6. 優れたリフロー炉は、PCBボードの温度差を5°以内に保つ必要があります。, そして空の炉の待合室の温度差の差 (アルミニウムプレートまたは温度計付きの特別な温度測定プレートを使用して測定できます) 2)を超えないでください. また、長方形のボードは、フロントボードとバックボードの温度差を短縮するために、水平歩行のモードを採用する必要があります。, ボード表面の熱降下とボードの爆発を減らすことができます.
2.1. 7. 複数のBGAを持つ大きな厚いボードまたはコンポーネントの場合, サドルでより長いリフローカーブを使用することをお勧めします (150℃-190℃) ボード表面全体とボードボディの内側と外側の均一な温度を達成しようとする (樹脂とガラス繊維はどちらも貧弱な導体であることに注意してください) 爆発を減らすため. ピーク温度の前の勾配も、ボードのサイズに応じて約1〜3秒/秒で制御する必要があります. 総会委員会のピーク温度は245を超えてはいけません。. より多くの熱が必要な大きなボードの場合, ピーク温度を拡張できます, つまり, フラットトッププロファイル, ピーク温度時間をに拡張できます 20 秒, 危険な高温エリアの悪い熱が (250を超える℃) 避けることができます.

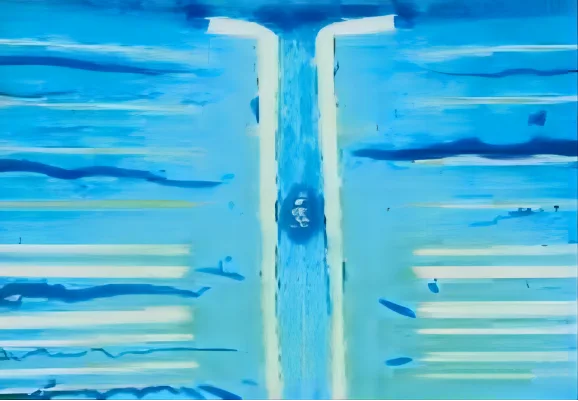
左の写真は、12層ボードスタックの内側の大きな銅表面積を示しています. 鉛のないはんだ付けの強い熱は、しばしば内層の間に複数のマイクロ亀裂を引き起こします. いつもの, 多層ボードの外層の膨らみや剥離がない限り, 多くの内側の層の間のマイクロクラックは決してわかりません, しかし、信頼性 (CAFなど) 必然的に懸念に満ちています. 右の写真は、はるかに高い22層ボードを示しています. 十分な厚さの優れたスルーホール銅の壁のため (1mil以上) そして良い伸び (より多い 20%), ボード内のマイクロクラックの不足は、リベット効果の協力の下で大幅に減少しました. しかし, かつてそれは厚い銅多層ボードになります, それは別の問題です!
良質のPTHのリベット効果でも, ボードのZ-CTEが大きすぎるとき, 下流の悪いプロファイルの複数の反射の後, 多層ボードまたは厚い銅の多層ボードは、爆発とマイクロクラックの運命からまだ逃れることができません. 厚くて多層的な大きなボードの鉛フリーのリフロー用, ボードは高いTGでなければなりません (一般的な商業委員会は、より良いタフネスで中程度のTGにすることができます). PN硬化とフィラーの追加は、リードフリーの正しい方法です.
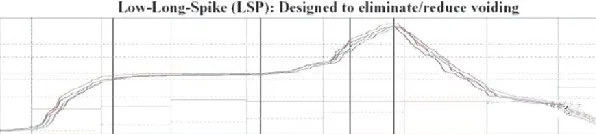
これは、複数のBGAを持つ大きなボードのリードリフロープロファイルに似た長いサドルプロファイルです. 長いサドルの目的は、ボードの表面とボードの内側をできるだけ均一にすることです, そして、強い熱のピーク温度に登る前に、複数のBGAの底が十分な熱を得ることができるようにします, ボードの爆発とBGA内のボールのコールド溶接を減らすために. リードフリーリフロープロファイルの温度は高くなりますが, 熱伝達の原則は変わらないままです.
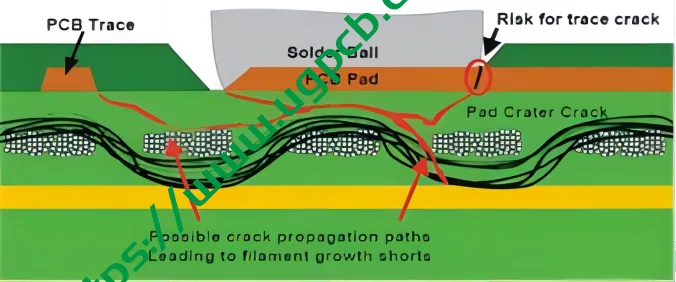
2.2 斜めの引っ張りによって引き起こされるボードのパッドクレーター
上記はすべて、強い熱の間にボード自体のZ拡張によって引き起こされるさまざまな破裂現象です. しかし, アセンブリ溶接中, xのコンポーネントの熱膨張の場合, YまたはZの方向はPCBボードの方向とは異なります, ゴムのような柔らかいボード樹脂は、コンポーネントによって引き上げることもできます (コンポーネント) 銅パッドと底部基板と一緒に. この斜めの引っ張りは、ボードの水平亀裂とはまったく異なります, 特にパッドクレーターと呼ばれます. 例えば, BGAのより大きな剛性を持つ鉛フリーのはんだボールと剛性が高い大きなセラミックコンデンサは、しばしば鉛のないはんだ中に銅パッドと底樹脂基板を引き上げます. 剛性が低く、融点が低い鉛フリーのはんだボールは、しばしば強い熱で引っ張るとストレスを排除するために伸びて変形します; 剛性が高いリードフリーのはんだボールに関しては (つまり, より大きなモジュラス), BGAのコーナーボールが伸びるのが簡単ではない場合、銅パッドと下の基板はしばしば一緒に引き上げられます. 実際には, そのような斜めに引っ張られたひび割れの基板がワイヤーを壊さない場合, 彼らの地元の浮遊亀裂は決して知られておらず、災害を引き起こすことはめったにありません. はんだ付け後の多層ボード内のさまざまなマイクロクラックのように, 彼らがスルーホールの銅の壁から引き離されていない場合, それらは決して質の高い欠陥と見なされることはありません. しかし, ワイヤーまたは穴が壊れたら, 大きな問題を表すことになります.
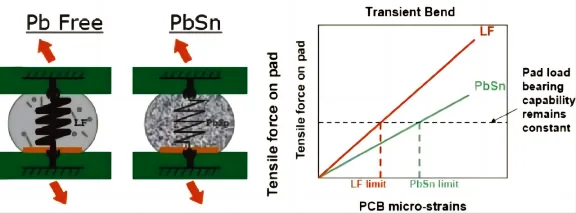
左図から, リードフリーのボールは非常に硬いことがわかります, リードボールの足は比較的柔らかいです. したがって, 外力にさらされると (熱応力または機械的応力), 硬いはんだボールは、トップBGAキャリアボードのはんだジョイントにストレスを直接転送します, これにより、電気試験では検出できない多くの内部損傷を引き起こします. 右の図は、ヤング率の比較を示しています (またはモジュラス) 鉛フリーと鉛含有の間のストレスとひずみで構成されています. リードフリーのボールに大きな型があるとき (つまり, より大きな勾配またはより大きな剛性), 特定の外力の衝撃にさらされると、そのひずみは明らかに不十分です. しかし, リードボールは、勾配が小さいため、かなり大きなひずみを持っています (剛性が低下し、柔軟性が高くなります). 言い換えると, 外力にさらされた場合, 簡単に変形できるリードボールは、衝撃を吸収し、はんだジョイントの故障を減らすことができます.
左側は、リードフリーボールのリフロー強度に示されているパドクターです. 回路が発生しないため, 電気試験によって検出されることはありません. しかし, 亀裂がひび割れてパスが現れたとき, CAFには製品に害を及ぼす機会があります. 右側の亀裂はワイヤーを引き裂いた, 彼らは法律から逃れることができません.
BGAはんだジョイントの故障とパッド亀裂
鉛のないはんだ付けの強い熱のため, ボード樹脂はすでにα2の弱いゴム状態にあります. 加えて, BGAパッケージキャリアの上部にあるシリコンチップのCTEは、わずか3-4pppm/℃です, そして、キャリア自体のCTE xyは強い熱の間に15ppm/℃に達します. 2つの違いは、BGAキャリアに凹面を強制します (凹面の反り). したがって, このBGAの四隅の上向きの引っ張り力は、しばしば異なる災害につながります, つまり, 異なる障害モード (障害モード) 垂直の引っ張りで提示されます:
強い熱を垂直または斜めに引っ張ることによって引き起こされる亀裂は、ガラス繊維布と樹脂またはその傾向の間の界面に沿ってほとんどひび割れています. これは、ガラス繊維布の表面の沈黙処理またはバターコートの厚さに関連しています. (上記の3つの写真と 12.13 写真は、深ShenzhenのIPC/CPCAが開催したフォーラムから撮影されています)
大きなBGAの鉛フリーリフローの強い熱の間, 基板 (XYの基質CTEは約14〜15ppm/℃です) シリコンチップの小さなCTEにより、凹状の現象が表示されます (3-4ppm/℃). 現時点では, 外側のラインのリードはんだボールが引っ張られてストレスを排除します, そして、リードフリーのボールはより硬く、頭や足を骨折するリスクがあります (この写真は、室温への回復後の外観を示していることに注意してください).
3.1.基質ボールベアリングパッドの表面フィルムが電気めっきニッケルゴールドである場合, 金が脆いときにボールの足の上部のはんだジョイントが割れて壊れるのは簡単です.
3.2.はんだ球の表面に酸化物層が原因で, PCBパッドのはんだペーストのクリーンのないフラックスを効果的に削除できないように, はんだペーストは、はんだボールで完全に癒すことはできません, そして枕効果 (枕に向かいます) 簡単に発生します. 一見近いが実際に分離されているこの異常な状態は、確かに外力に耐えられず、中央から簡単に分離するでしょう.
3.3. 無知のためにEnig表面処理がPCBボールパッドで使用されると, 黒いパッドだけではありません (ブラックパッド) リンが豊富で酸化ニッケルが豊富で、鉛のないはんだ付けで2回発生します, しかし、浸漬金層によって形成されるAUSN4もインターフェイスから離れることはできません, その結果、金の腹立ち (金の腹部), また、壊れたピンの故障を引き起こす可能性があります.
3.4.細かいピッチCSPを備えたリードフリーのPCBがはんだ付けされるために, ボールパッドセンターのピッチが0.5mmまたは0.4mmに近づいたとき, PCBのパッド直径は約10milまたは8milです. 大きな表面張力を伴う鉛のないはんだ付け, このような小さなパッド表面は、パッド表面のはんだ付け可能な領域に加えて、パッド側にも結合する必要があります. しかし, 無知な上流のデザイナーは、リードのないことをまったく知らず、パッドに時代遅れの緑色の塗料を使用し続けています (パッド上のSM) 方法, PCBボールパッドのはんだ接合強度を大幅に弱める. 一度PCB, 特に携帯電話掲示板, そのような無知でばかげた顧客に遭遇します, 強さが不十分なために足が骨折した後の繰り返しの主張は、不運を認めることで飲み込むことができるresりではありません.

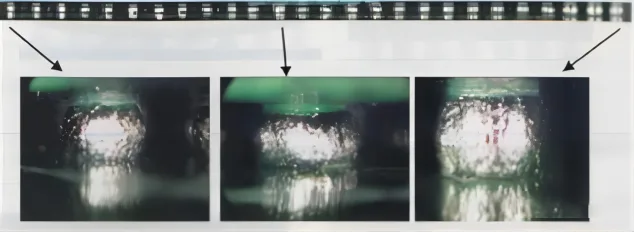
左の写真は、内視鏡を通る大きなBGAの鉛のないリフローの後、PCB上のボールフットのはんだジョイントの外観を示しています. 目の肥えた目を持っている人なら誰でも、はんだペーストとはんだボールが互いに融合されていないことを見ることができます, これは枕効果と呼ばれます. 理由の1つは、リフローカーブが貧弱で、内側のボールの熱が不十分であることです, これは典型的な冷たいはんだ付けです (コドルソルディング); 2番目の理由は、はんだボールの表面がひどく酸化されていることです, そして、はんだペーストのノークリーンフラックスの活動は弱いです, したがって、酸化物は除去できず、冷たいはんだ付けが形成されます. この不十分な信頼性は、電気試験によって決して検出されず、外力によって破壊される可能性が高くなります.
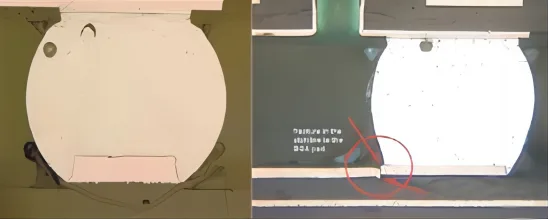
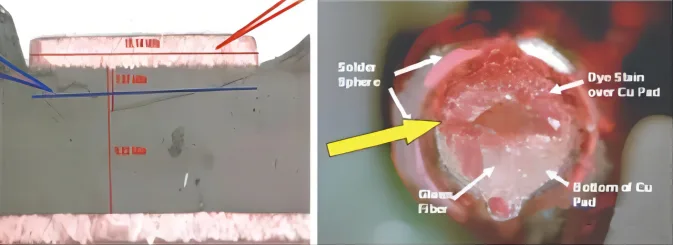
左の写真は、強い熱で発生したピットのひび割れを示しています, しかし、冷却後, 基板は元の状態に縮小します, しかし、癒すことができない亀裂があります. 右の画像は、赤インクテストの後に銅パッドに取り付けられた基板を示しています, これは、ピットクラッキングの最も明白な証拠です.
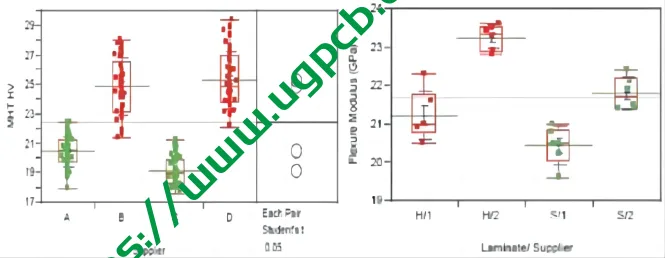
左の写真のグリーンAおよびCサプライヤーは、ボード樹脂のマイクロハードが低い, したがって、ピットのひび割れはありません. 赤いサプライヤーBとDは、より高いマイクロハードネス樹脂を備えたボードを使用しました, 亀裂がありました. 右側のサプライヤーH/IとH/2のボードはTGが高い, 亀裂は高弾性剛性の下で発生していました. サプライヤーS/1およびS/2のボードについては, これは、TGが低い典型的なFR-4でした, 亀裂は発生しませんでした.
3.5.幸いなことに, BGAは、鉛のないはんだ付けに上記の障害を持っていませんでした. より明白な剛性とより大きな硬度を備えたリードフリーのはんだボール, キャリアが強い熱によって上に引っ張られるとき, ボールピンの上部と下部に力を直接送信します, 頭とピンを壊します, また、PCBパッドの底部にある樹脂を引き出して斜めに割ることさえ可能です. 実際には, 赤インク試験方法 (染料とpry) そのようなボードに亀裂があるかどうかを判断するためにその後使用できます.
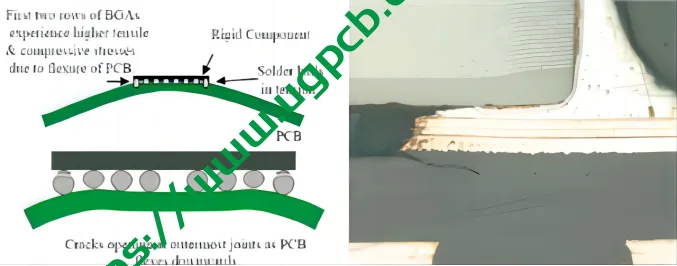
左の写真は、鉛フリーリフローの上空温度が低気温より50°高くなっていることを示しています, これにより、PCBが膨らみ、BGAコーナーのストレスが伸びて引き裂かれます. 右の写真は、ボードに大きなコンデンサが取り付けられていることを示しています, そのCTEはPCBのCTEとは大きく異なります, そして、α2ボードが柔らかくなったとき, その引っ張りストレスは、しばしばボードを斜めに部分的に引き裂きます.
4.改善アクション
の新しい定義 “パッドクレーター” 3月にインテルフォーラムのゲイリーシェードによって最初に提案されました 2006. 後で, インテルのゲイリー・ロングは、10月に深Shenzhenで開催されたIPC/CPCAフォーラムで再びそれを述べました 2006. 業界は共同研究ユニットを組織しています, 有名なITメーカーIntelを含む, シスコ, ジャビル, 太陽, IBM, foxconn, デル, レノボ, メリックス, りんご, イゾラ, セリスタ, ハンドル, そして日. このWGの作業目標は次のとおりです:
4.1発生したパッドクレーターを検出する方法?
4.2. 発生する可能性のあるパッドクレーターを予測する方法?4. 3. パッドクレーターの受け入れ仕様を設定します.
4.4. 基本板の品質指標からパッドクレーターの可能性のある原因を見つける方法 (TG, TD, ピールストランス, 等).
現在実行可能な実用的な改善方法に関しては, 存在します:
4.1.1. 大きなBGAの四隅にある3つのボールピンを取り外します, または、機能していない偽のボールピンと偽のパッドを手配します.
4.2.2. ハイエンド製品はBGAの底部でアンダーフィルを埋めることができます.
4.3.3. 小さなBGAまたはCSPはコーナー接着剤を適用できます (コーナーフィルまたはコナー接着剤) 四隅の外側の端に.
4.4.4. BGAの四隅にあるボールピンパッドの場合, グリーンペイントの方法を使用します (SolderMaskDefinedland) ボード表面のパッドの固定力を強化する.
4.4.5. の直径を増やします 1 または 3 パッド (非機能的なものでさえ) 強い暑さの中でより良いグリップをするために四隅で.

