
S1150GH機能
– 鉛のない互換性と優れたイオン移動抵抗
– 低いZ軸熱膨張係数
– ハロゲンフリーPCB, アンチモニーフリー, 赤いリン無料, 廃棄物燃焼中に他の非常に有毒および残留毒性成分はありません
– ハイエンドのHDIパフォーマンス処理要件に適用できます
S1150GHアプリケーションフィールド
– 家電
– スマートフォン, 錠剤, ラップトップ
– 導かれた, ゲームデバイス
S1150GH PCB材料
ハロゲンを含まないPCB材料Shengyi S1150GH

Shengyi S1150Gのハロゲンを含まないPCB材料.
ハロゲンを含まない高信頼性マルチレイヤーボード用のPCB材料: S1150GH+PREPREG: S1150GHB PCB製造予防措置
1. S1150GH/S1150GHBストレージ条件
1.1 S1150GH/S1150GHB銅覆われたプレート
1.1.1 保存方法
重い圧力を避け、不適切なストレージによって引き起こされるプレートの変形を防ぐために、元のパッケージング形式のプラットフォームまたは適切なラックに置く.
1.1.2 保管環境
プレートは換気の良い場所に保管してください。, 直射日光を避け、乾燥した室温環境, 雨と腐食性ガス侵食 (ストレージ環境は、プレートの品質に直接影響します). ダブルパネルは2年間適切な環境に保管する必要があります, シングルパネルは1年間適切な環境に保管する必要があります. 内部性能はIPC4101規格の要件を満たすことができます。.
1.1.3 手術
プレートを慎重に処理するために、クリーニンググローブを着用してください. 衝突, スライディング, 等. 銅箔を損傷します, 素手で操作すると銅箔表面が汚れます。. これらの欠陥はプレートの使用に悪影響を与える可能性があります。.
1.2 半硬化シート
1.2.1 保存方法
元のパッケージングフォームに水平に保管して、不適切なストレージによって引き起こされる半硬化シートの大きな圧力と損傷を避ける. 切断後の残りのロール型のセミ硬化シートには、新鮮なフィルムが密閉され、元のパッケージのブラケットに戻ってくるものとします.
1.2.2 保管環境
プリプレグは、紫外線の当たらない環境で密封パッケージに保管する必要があります。. 具体的な保管条件と保管期間は以下の通りです。
状態 1: 温度<23 ℃, 相対湿度<50%, 保管期間 3 月,
状態 2: 温度<5 ℃, 保管期間 6 月,
相対湿度は、プリプレグの質に大きな影響を与えます, そして、対応する除湿の治療は湿度の高い天候で実施する必要があります. 内部のプリプレグを使用することをお勧めします 3 開梱後.
1.2.3 切断
専門家は、プリプレグの表面が汚染されるのを防ぐために、切断するためにきれいな手袋を着用する方が良いです. プリプレグにしわが寄らないように注意して作業する必要があります。. PPが切断されるとき, さまざまな種類のPP樹脂粉末の交差汚染を避けるために、最初に作業テーブルを掃除する必要があります.
1.2.4 予防
プリプレグを冷蔵倉庫から取り出したところ, パッケージを開ける前に温度回復プロセスを経る必要があります. 温度回復時間は以上です 8 時間 (特定の保管条件に応じて). パッケージは周囲温度と同じ温度の後に開くことができます. シートに開いたプリプレグは、状態で保存する必要があります 1 または条件 2 そしてできるだけ早く使い切ってください. それ以上の後 3 日, インジケーターが適格になった後に再チェックして使用する必要があります. ロール形状のプリプレグが開かれた後, 残りのロール型のマンティッサを使用するものとします, 元のパッケージの密閉包装を実行し、状態で保存する必要があります 1 または条件 2. IQC検査計画がある場合, プリプレグは、受領後もできるだけ早くテストするものとします (以上ではありません 5 日) IPC-4101規格に準拠. Prepregが使用前に除湿されている場合, 除湿キャビネットの条件を設定することをお勧めします: 温度<23 ℃, 相対湿度について 40%, そして、変動の上限を超えてはなりません 50%.
2. S1150GH/S1150GHB PCB処理の提案
2.1 切断
切断には鋸盤を使用することをお勧めします, 続いてシャーリングマシン. ローラーナイフで切断するとプレートエッジの剥離が発生する可能性があることに注意してください, ツールの摩耗と不適切なクリアランスによるプレートエッジの剥離を避けるために.
2.2 コアプレートのベーキング
実際の使用状況に応じて, コアプレートは焼くことができます. 開いた後にコアプレートが焼かれている場合, プレート表面へのせん断プロセス中に生成された樹脂粉末の導入を避けるために、開いた後、高圧の水洗浄後にコアプレートを焼くことをお勧めします, エッチング不良の原因となる可能性があります. コアプレートを開いて焼くことをお勧めします 150 ℃/2〜4H. プレートは熱源に直接接触できないことに注意してください。.
2.3 内層の褐変
S1150GHスキームは、ブラウニングプロセスに適しています.
2.4 スタッキング
積層プロセスでは、ボンディングシートの積層順序が一貫していることを保証する必要があります。, そして、ワーピングなどの問題を軽減するために、積み重ねプロセス中にオーバーファーニングアクションが回避されるものとします, それにより、変形と折りたたみが引き起こされます.
コアプレートの茶色から押すプレートまでの時間は、 12 時間. バッファ材料に水分吸収リスクがある場合, 乾燥させることをお勧めします.
物質的な特性のため, 静電気を運ぶのは簡単です. 積み重ねるとき, PPでの異物の吸着に特に注意してください.
プレートの配置中に膨張と収縮の良好なアライメント効果を確保するために, 固定にリベットリベットを使用することをお勧めします. 融合が必要な場合, 電磁熱融合を使用することをお勧めします. 同時に, 最良の融合効果パラメーターを詳細に評価する必要があります. 他の融合方法の場合, PCB独自の条件は、融合不良による層偏差を避けるために、融合効果について慎重に評価する必要があります.
2.5 ラミネート加工
外部水分の侵入を避けるために、良好な真空ポンプ性能と真空バルブシーリングでプレスプレートを選択することをお勧めします.
推奨される加熱速度は1.5〜2.5〜/minです (材料温度は80〜140の範囲内です。).
積層圧力は350-430psiであることをお勧めします (油圧プレス). 特定の高圧は、プレートの構造特性に従って調整する必要があります (プリプレグの枚数と接着剤充填領域のサイズ). 高圧に変わることをお勧めします 80-100 ℃.
硬化条件: 温度 180 ℃, 60分以上.
冷却速度< 2 ℃/min.
ホットプレスの材料温度はより少ないです 150 ℃.
銅ホイル熱伝導プレスが使用される場合, Shengyi Companyは事前に通知されるものとします.
多層基板に絶縁板や単板を使用する場合, 断熱ボードまたは単一パネルは、滑らかすぎる断熱ボードによって引き起こされる不十分な接着力を避けるために、使用する前に粗面化する必要があります。, または、両面基板を単一パネルまたは絶縁基板にエッチングして生産することもできます。.
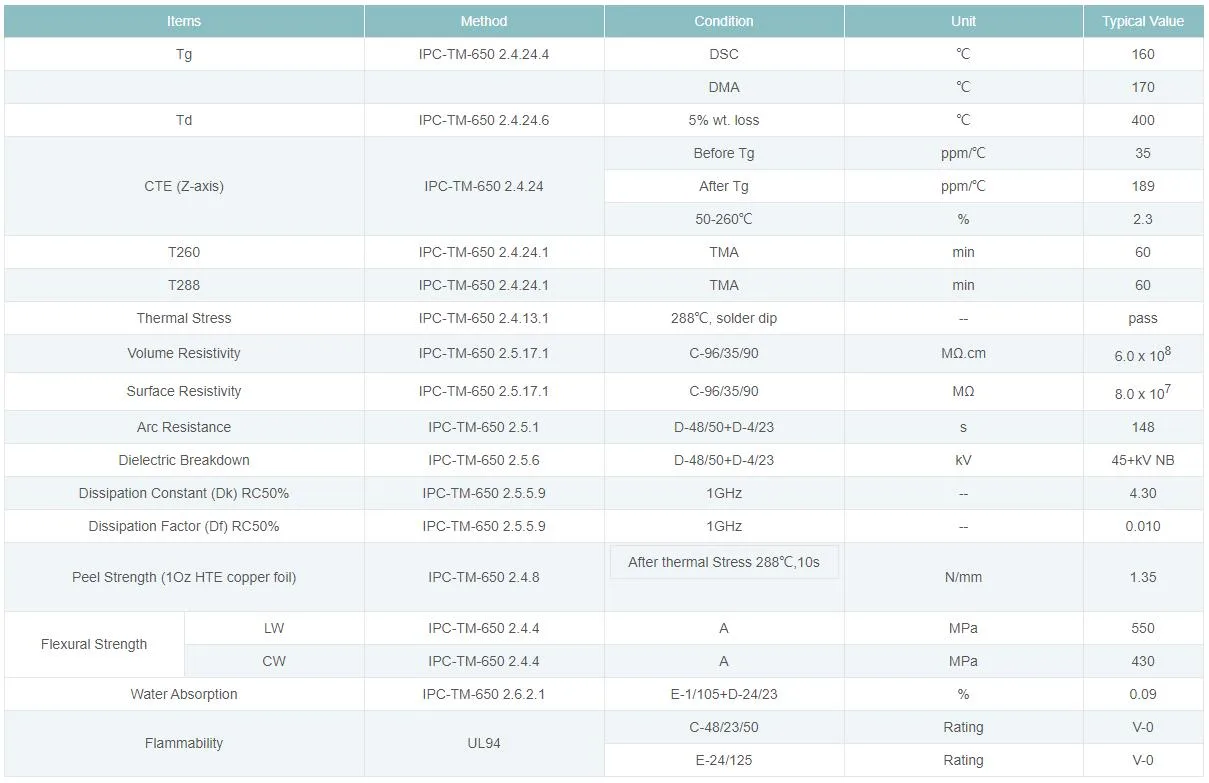
Shengyi S1150Gハロゲンを含まないPCB材料仕様テーブル
2.6 掘削
新しいドリルを使用する方が良いです.
スタックの厚さは 2 ピース/スタック (1.6mm/ブロックのプレートの厚さに従って計算されます).
掘削穴を制限することをお勧めします 1000-2000 穴.
掘削の供給率はそうでなければならない 15-20% 通常のFR-4材料の処理についてはそれよりも低い.
2.7 掘削後の乾燥プレート
掘削後の乾燥条件は 170-180 ℃/3H. プレートは熱源と直接接触してはならないことに注意してください.
バックドリル後の樹脂プラグホールの前に焼く: 170-180 ℃/2-3H.
2.8 汚れ除去
特定のパラメーターは、実際のPCB構造に従って設定する必要があることが示唆されています (ボードの厚さ, 開口サイズ), そして、あらゆる種類の構造ボードを完全に評価して、最適な接着剤除去条件とパラメーターを決定する必要があります. 接着剤の除去効果は、内層の銅接合部に樹脂残留物がないという事実を指す必要があります. 水平デスミアまたは垂直のデスミアをお勧めします. 特定の接着剤除去条件は機器に関連しています, 液体医学モデル, ボードの厚さまたは穴の領域. 全負荷の前提の下で, ボードが厚いほど推奨されます, 脱ガバが長くなります.
2.9 はんだ抵抗インク
グリーンオイルの前の乾燥プレートをお勧めします: 130 ℃/2-4h,
ラックをベーキングに使用する場合, ラック挿入時にプレートが圧迫されたり変形したりした場合, 焼成後に反りが発生します. はんだ抵抗インクを洗うことはお勧めしません, 白い斑点を引き起こす可能性があります.
2.10 錫溶射
鉛フリーのブリキスプレープロセスに適しています. 外層の厚い銅と大きな銅の表面の構造用 (または厚い銅メッキ), 鉛フリーのブリキスプレー中は温度が高くなります, その結果、過度の熱応力が発生します, 大きな銅の表面の間に白い斑点が生じる傾向があります, 銅の皮膚の反りやその他の問題. 改善策は次のとおりです:
1. ブリキの噴霧温度を下げるようにしてください, ブリキの噴霧時間を短くします, スズ散布中に発生する熱応力を減らします,
2. スズの散布の前, の条件下でプレートを事前に焼きます 140-150 ℃/2h, すぐにスズをスプレーして、プレート表面に蓄積された水分を除去します, 白い斑点の確率を減らすことができます,
3. 大きすぎるスズ散布表面を避けてください, または、グリーンオイルの厚さを適切に増やします, スズの散布中に発生する熱応力をうまくクッションすることができます,
4. 大きな銅の表面構造はグリッド構造として設計されています.
2.11 プロファイル処理
処理のために製粉機を使用し、移動速度を適切に減らすことをお勧めします. 処理にビール皿を使用することはお勧めしません.
2.12 包装
の条件下で包装する前にプレートを焼くことをお勧めします 120 湿気による耐熱性分解を避けるための/4-6H. アルミホイル真空パッケージをお勧めします.
3. S1150GH/S1150GHB溶接
3.1 包装の有効期限
パッケージに真空アルミホイルバッグを使用することをお勧めします, そして、推奨される有効期間は次のとおりです 3 月. コンポーネントをベイク処理する方がよいでしょう。 120 assemblyアセンブリ前に4〜6時間.
3.2 S1150GH/S1150GHBリフロー溶接パラメーター
従来のリードフリーリフローはんだ付けプロセスに適しています.
溶接温度は350~380℃です。 (温度制御されたはんだ鉄を使用します),
単一溶接点の溶接時間: 内で 3 秒.
