
머리말
통신과 전자제품의 급속한 발전으로, 인쇄 회로 기판의 디자인 (PCB) 캐리어 기판이 더 높은 수준과 더 밀도가 높은 구성으로 이동함에 따라. 더 두꺼운 보드를 갖춘 다층 백플레인 또는 마더보드, 더 작은 구멍, 정보 기술의 지속적인 기술 발전을 배경으로 라우팅 밀도가 높아짐에 따라 수요가 증가할 것입니다., PCB 관련 제조 공정에 더 큰 과제 제시.

고종횡비 HDI 보드용 전기도금 공정 혁신.
높은 종횡비 스루홀로 인해 (HART) 시스템 HDI 보드, 도금 공정은 HART 공정을 모두 충족해야 하며 우수한 블라인드 홀 도금 결과를 제공해야 합니다., 전통적인 직류 도금 방식에 도전. HART와 막힌 구멍의 모순된 요구 사항은 도금 공정에서 가장 큰 어려움을 나타냅니다..
원리 소개
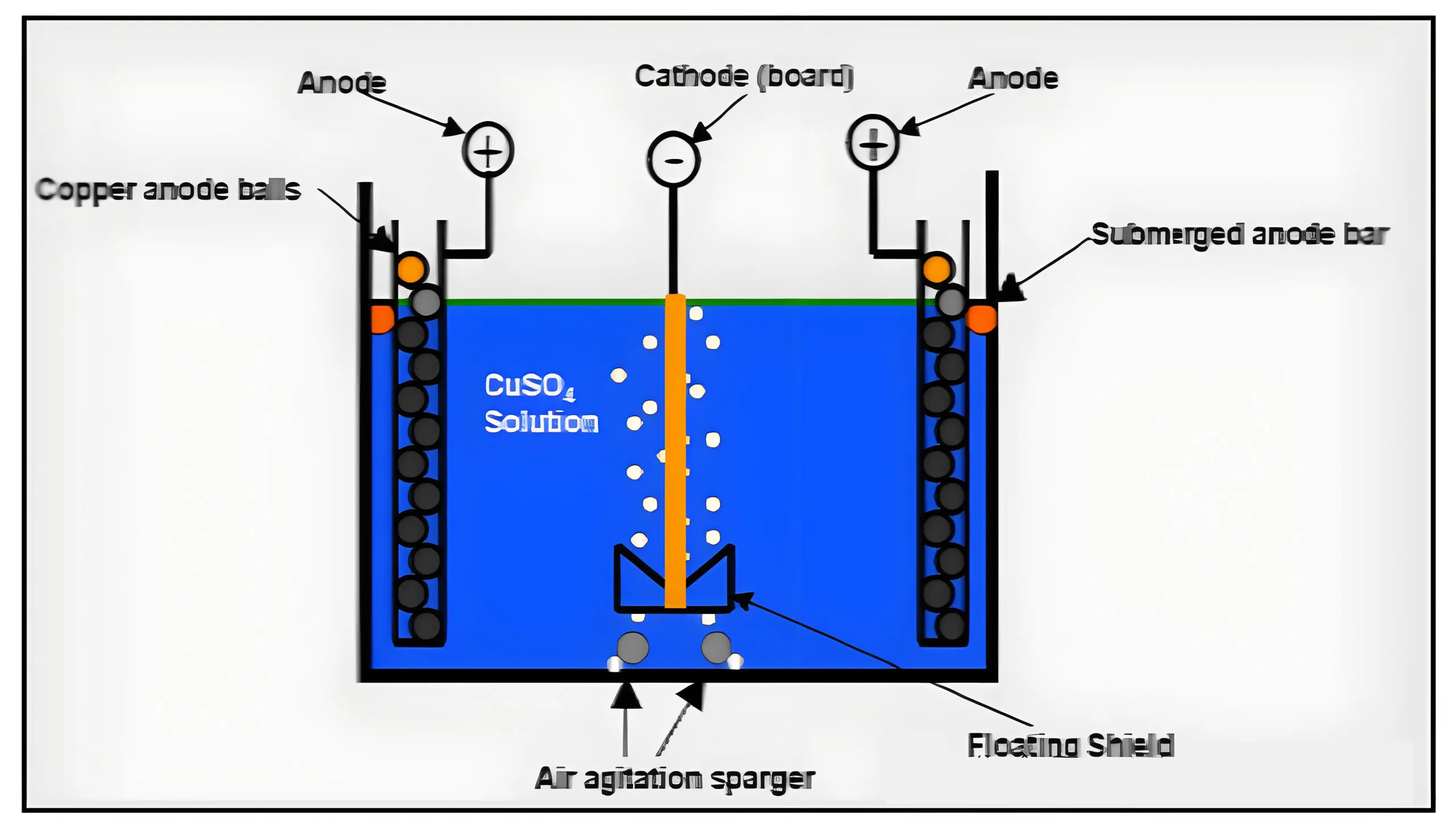
PCB 도금의 원리
솔루션 구성 및 기능
— CuSO4
도금에 필요한 Cu2+ 공급, 양극과 음극 사이의 구리 이온 이동을 촉진합니다..
— H2SO4
도금액의 전도성을 향상시킵니다..
— Cl–
양극막 형성 및 양극 용해를 돕습니다., 구리 증착 및 결정화 개선.
— 도금 첨가제
도금층의 결정구조 미세화 및 심도금 성능 향상.
a. 황산동 도금 용액의 황산 및 염산에 대한 구리 이온의 농도 비율은 관통 홀 및 블라인드 홀의 깊은 도금 능력에 직접적인 영향을 미칩니다.
b. 구리 이온 함량이 높을수록 용액 전도성이 저하됩니다., 즉., 더 높은 저항, 이는 균일한 전류 분포에 해를 끼칩니다.. 그러므로, HART용, 저 구리, 고산성 용액 시스템이 필요합니다.
c. 막힌 홀의 경우, 내부의 용액 순환이 좋지 않기 때문에, 반응을 유지하려면 더 높은 농도의 구리 이온이 필요합니다.
따라서, HART와 막힌 구멍을 모두 갖춘 제품은 도금에서 두 가지 반대 방향을 나타냅니다., 그 어려움을 구성하는.
III. 실험 설계 및 결과 분석
① 제품정보
보드 두께: 2.6mm, 최소 관통 구멍 직경: 0.25mm,
최대 스루홀 종횡비: 10.4:1;
② 막힌 구멍
1) 유전체 두께 70um (1080PP), 구멍 직경 0.1mm
2) 유전체 두께 140um (2*1080PP), 구멍 직경 0.2mm
종횡비에 따른 HDI 도금 실험 결과 분석
③ 매개변수 설정 계획
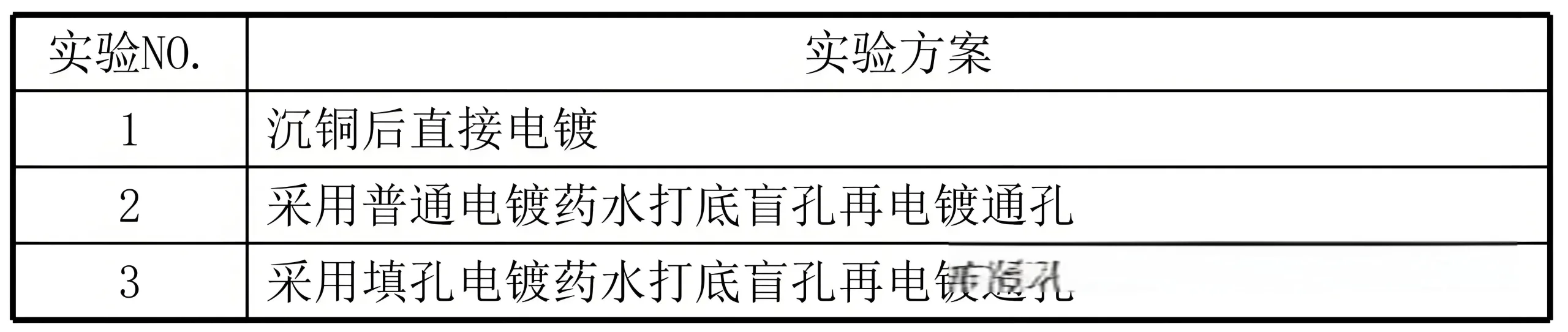
HDI 전기도금 실험 계획
플랜 1
구리 증착 후 직접 도금
고산성을 활용하라, H 도금 첨가제를 사용한 낮은 구리 용액 비율; 전류밀도 10ASF, 플레이팅 시간 180분.
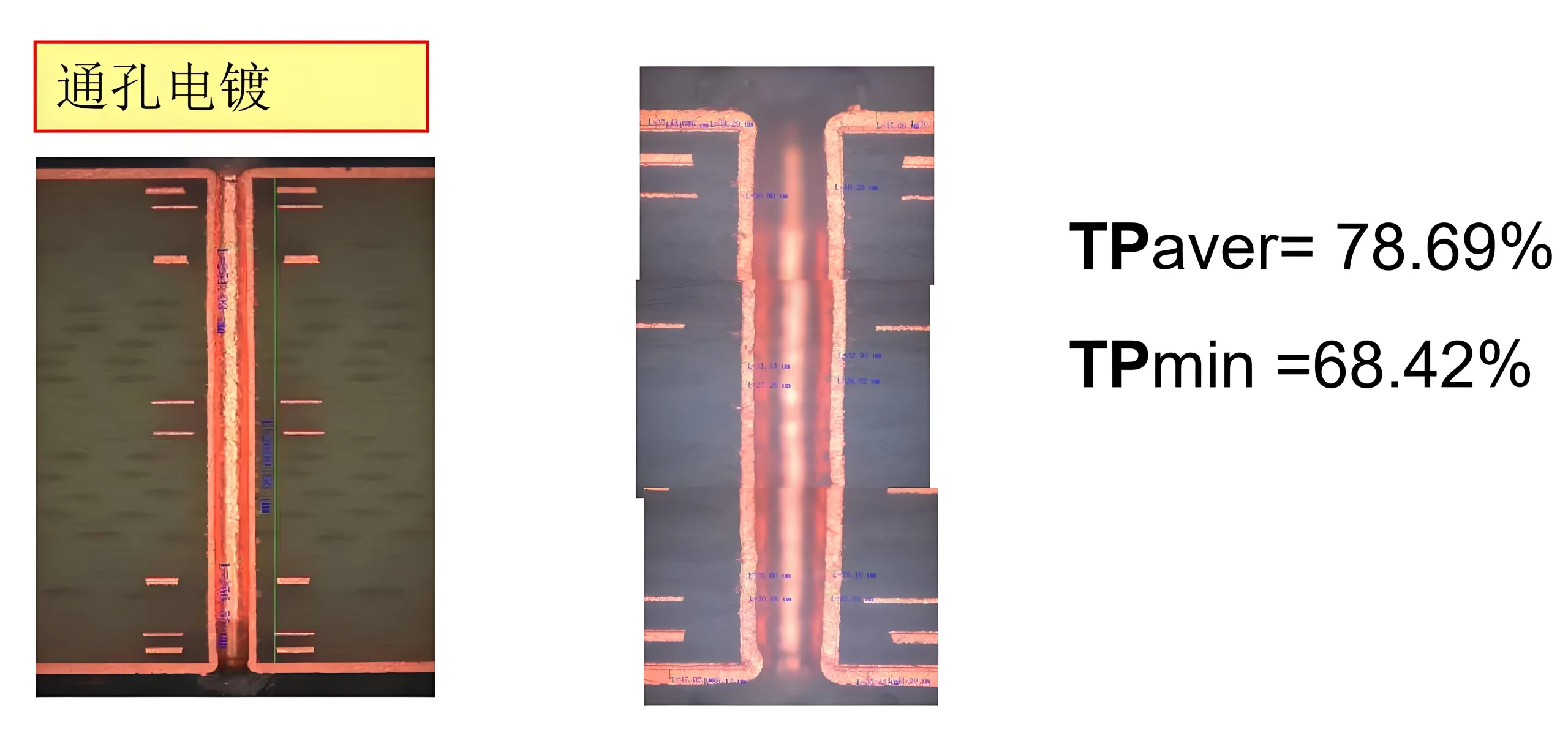
구리 증착 후 직접 도금
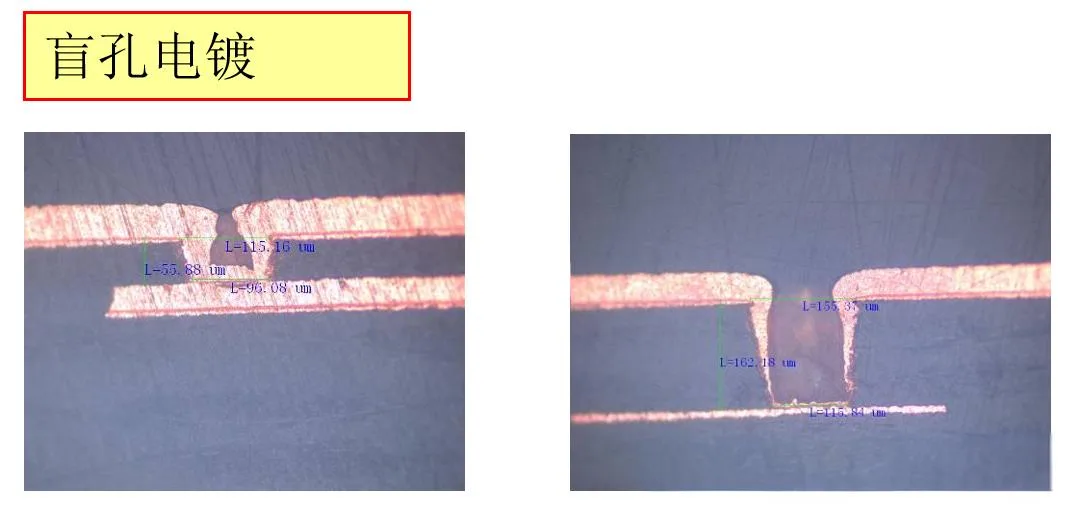
HDI 블라인드 홀 도금
1) 유전체 두께 70um (1080PP), 구멍 직경 0.1mm: 구멍 입구가 밀봉됨, 구멍 바닥 구리 두께 14-16um
2) 유전체 두께 140um (2*1080PP), 구멍 직경 0.2mm: 구멍바닥 게발, 두께 4-5um
— 최종 개방/단락 테스트 결과
이 배치에는 100% 최종 오픈/쇼트 테스트 실패율, 와 70% 특히 0.2mm 막힌 구멍 위치에서의 고장률 (PP 1080*2).
계획 2
막힌 구멍에 표준 도금 용액을 사용한 후 관통 구멍 도금을 테스트합니다.:
1) 베이스 블라인드 홀 도금에 VCP 사용, 표준 산-구리 비율, H 도금 첨가제, 전류밀도 15ASF, 플레이팅 시간 30분
2) 두껍게하려면 용선을 사용하십시오., 고산성, 낮은 구리 비율 및 H 도금 첨가제, 전류밀도 10ASF, 도금시간 150분
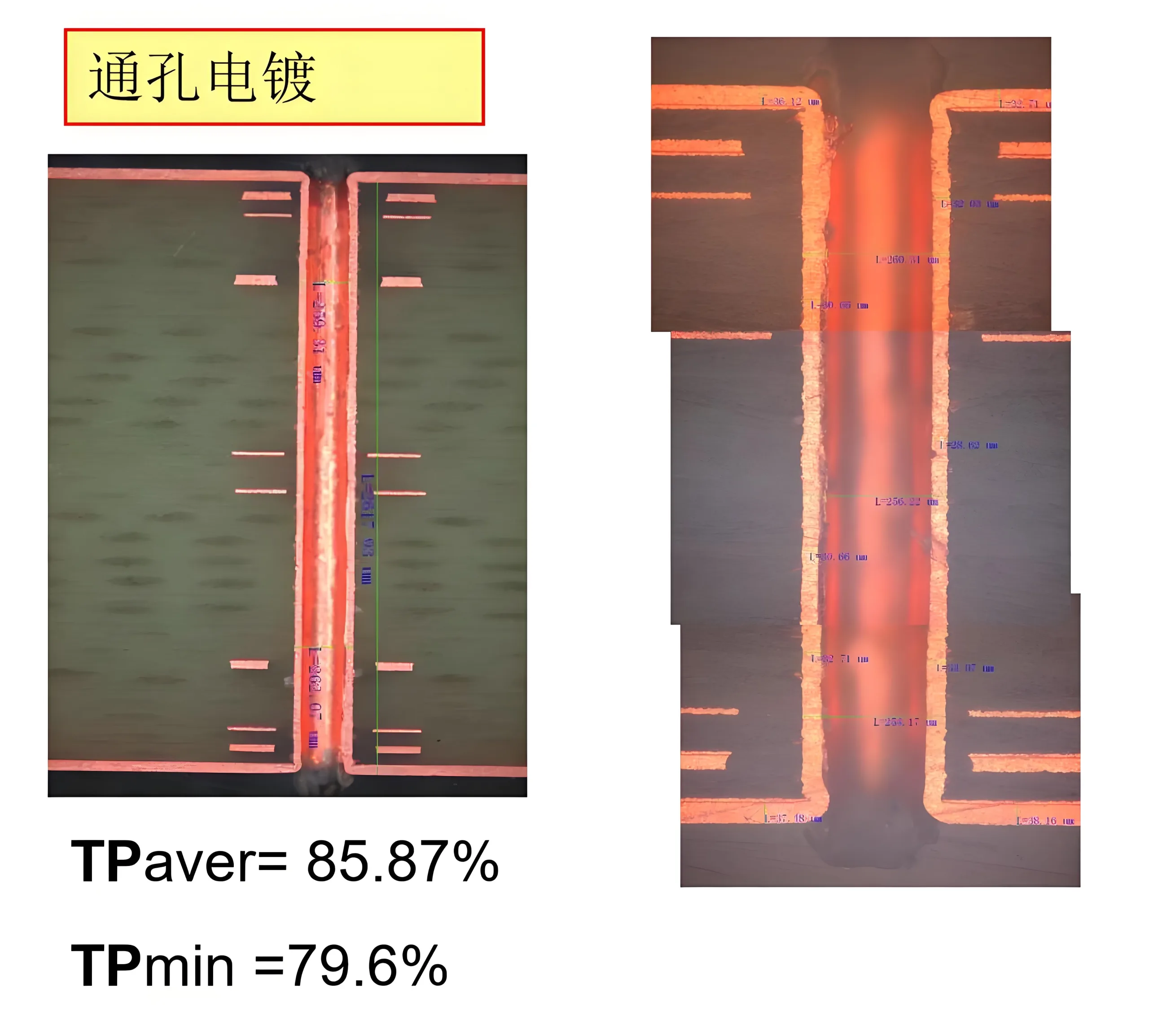
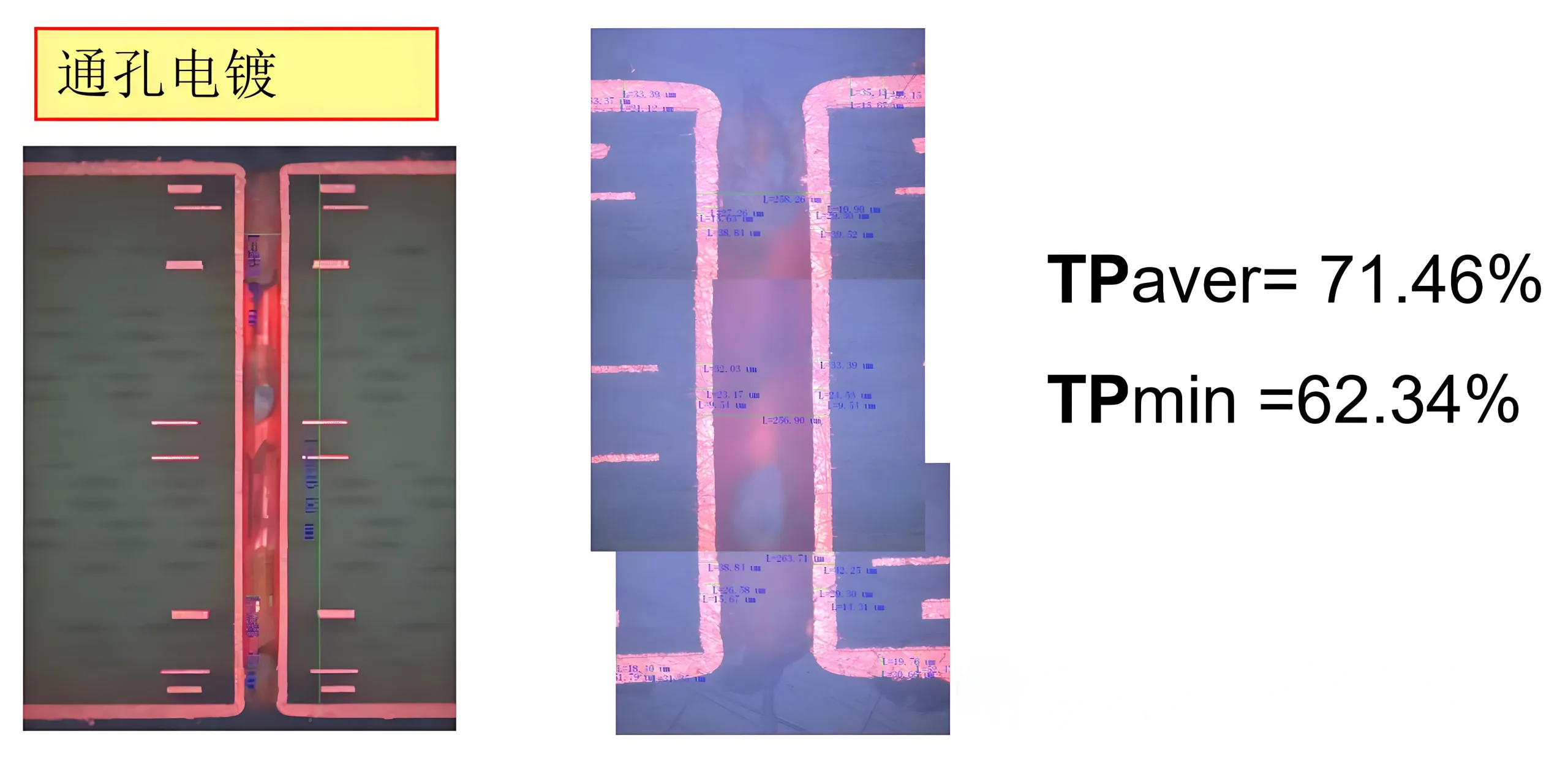
HDI 스루홀 도금
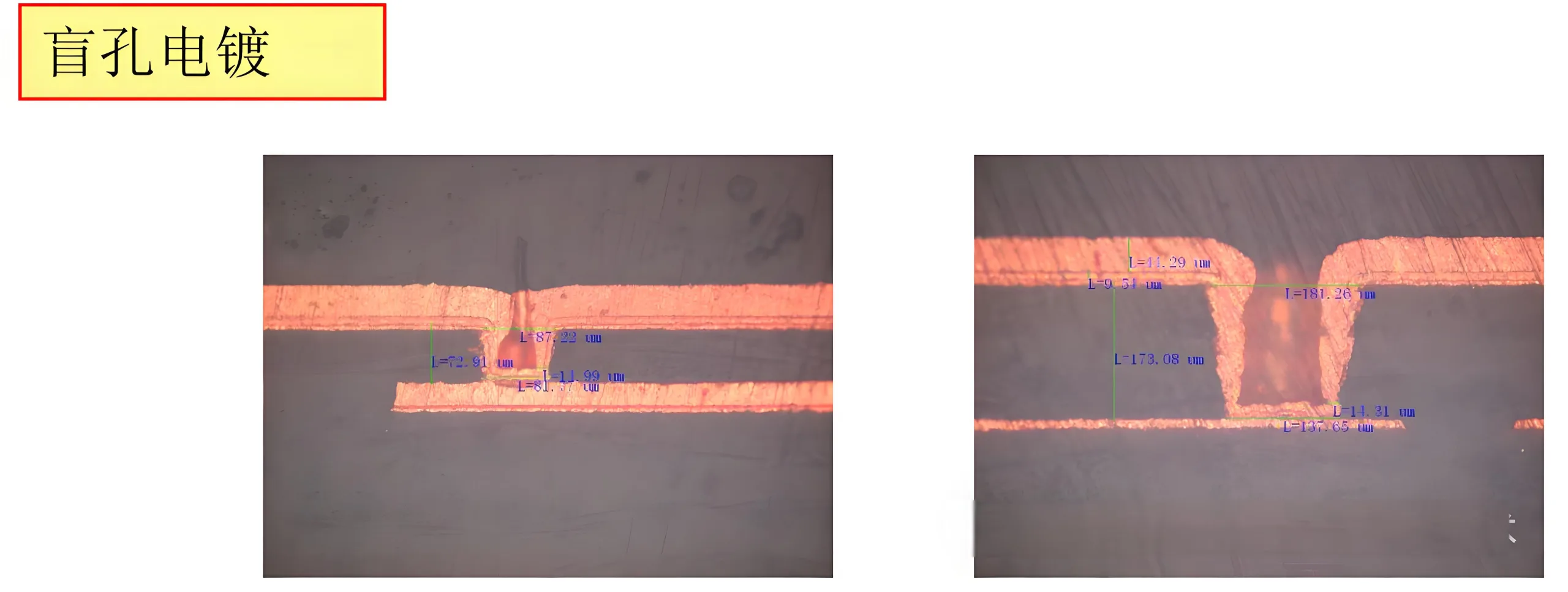
HDI 블라인드 홀 도금
1) 유전체 두께 70um (1080PP), 구멍 직경 0.1mm: 구멍 입구가 밀봉됨, 구멍 바닥 구리 두께 14-16um
2) 유전체 두께 140um (2*1080PP), 구멍 직경 0.2mm: 구멍바닥 게발, 두께 14-16um
— 최종 개방/단락 테스트 결과
이 배치에는 45% 최종 오픈/쇼트 테스트 실패율, 와 60% 특히 0.2mm 막힌 구멍 위치에서의 고장률 (PP 1080*2).
두 실험 비교, 가장 큰 문제는 막힌 구멍 도금에 있습니다., 산성이 높다는 것을 확인, 저구리 용액 시스템은 막힌 구멍에 적합하지 않습니다..
그러므로, 실험 3에서, 저희는 저산소를 선택했어요, 베이스 블라인드 홀 도금을 위한 고농도 구리 충진 홀 솔루션, 막힌 홀 도금을 진행하기 전에 막힌 구멍의 바닥을 채우십시오..
계획 3
베이스 블라인드 홀 도금 후 스루 홀 도금에 필 홀 도금 용액 사용:
1) 베이스 블라인드 홀 도금에는 필 홀 도금 용액 사용, 고동 저산동 비율 및 V 도금 첨가제, 도금 매개변수 8ASF@30min+12@ASF30min
2) 두껍게하려면 용선을 사용하십시오., 고산성 저구리 비율 및 H 도금 첨가제, 도금 매개변수 10ASF, 도금시간 150분
전기도금 전에 전도성 베이스로 스루홀 비아 도금
HDI 블라인드 홀 도금
1) 유전체 두께 70um (1080PP), 구멍 직경 0.1mm: 막힌 구멍이 채워짐
2) 유전체 두께 140um (2*1080PP), 구멍 직경 0.2mm: 막힌 구멍 두께 73.63um
실험 설계 및 결과 분석
실험적 비교를 통해, 서로 다른 산-구리 비율과 도금 첨가제는 관통 및 막힌 홀 도금에 다양한 효과를 나타냅니다.. 관통 홀과 막힌 홀이 공존하는 고종횡비 HDI 보드용, 관통 구멍 내부의 구리 두께와 막힌 구멍의 게발 문제를 해결하기 위한 균형점을 찾는 것이 필요합니다.. 이러한 가공된 표면 구리 두께는 더 두꺼워지는 경향이 있습니다., 외층 에칭 요구 사항을 충족하려면 기계적 브러싱이 필요한 경우가 많습니다..
최종 구리 파손 테스트에서, 세 가지 배치 모두 개선을 보였습니다, 첫 번째와 두 번째 배치에는 100% 그리고 45% 각각의 실패율, 특히 0.2mm 막힌 구멍 위치에서 (PP 1080*2) 실패율 70% 그리고 60%, 세 번째 배치는 그런 문제 없이 완전히 통과되었지만, 달성 100% 합격률 및 상당한 개선 입증.
마무리 발언
이러한 개선은 고종횡비 HDI 보드의 전기도금 공정에 효과적인 솔루션을 제공합니다., 그러나 더 얇은 표면 구리 두께를 달성하려면 매개변수 최적화가 여전히 필요합니다.. 후배들에게 귀중한 참고자료가 되기를 바랍니다., 고종횡비 HDI 보드 제조를 위한 단축되고 관리하기 쉬운 처리 절차 제공.
