
мҶҢк°ң
нҢЁнӮӨм§Җл””мһҗмқё 분야м—җм„ңлҠ”, нҠ№нһҲ мҷҖмқҙм–ҙ ліёл”©м—җм„ң (WB) кё°мҲ , ліёл“ң нҢЁл“ң мҳӨн”„лӢқмқҳ м •мқҳ (BPO) мӨ‘мҡ”н•ң лӢЁкі„мһ…лӢҲлӢӨ. н•©лҰ¬м Ғмқё BPOлҠ” ліёл”© н”„лЎңм„ёмҠӨмқҳ м•Ҳм •м„ұмқ„ ліҙмһҘн• лҝҗл§Ң м•„лӢҲлқј нҢЁнӮӨм§Җмқҳ м „л°ҳм Ғмқё м„ұлҠҘмқ„ мөңм Ғнҷ”н• мҲҳ мһҲмҠөлӢҲлӢӨ.. мқҙ кё°мӮ¬м—җм„ңлҠ” мқҙлЎ м Ғ 분м„қкіј мӢӨм ң кі„мӮ°мқ„ нҶөн•ҙ мҷҖмқҙм–ҙ ліёл”© нҢЁнӮӨм§Җм—җм„ң BPO нҒ¬кё°лҘј кіјн•ҷм ҒмңјлЎң м •мқҳн•ҳлҠ” л°©лІ•мқ„ нғҗкө¬н•©лӢҲлӢӨ..
л°°кІҪ мҶҢк°ң
кёҲмҶҚк°„ нҷ”н•©л¬јм—җ кҙҖн•ң кё°мӮ¬лҘј м“°лҠ” лҸҷм•Ҳ (IMC) мөңк·јм—җ, лӮҳлҠ” мҷҖмқҙм–ҙ м§ҒкІҪкіј Free Air Ballмқҳ кҙҖкі„лҘј л…јмқҳн•ҳлҠ” л…јл¬ёмқ„ мҡ°м—°нһҲ л°ңкІ¬н–ҲмҠөлӢҲлӢӨ. (нҢ№) нҒ¬кё°. л…јл¬ём—җм„ңлҠ” FAB м§ҒкІҪмқҙ мҷҖмқҙм–ҙ м§ҒкІҪмқҳ л‘җ л°°к°Җ лҗ л•Ң мөңм Ғмқҳ нҺҳм–ҙл§Ғмқҙ л°ңмғқн•ңлӢӨкі кІ°лЎ м§Җм—ҲмҠөлӢҲлӢӨ.. мқҙ л°ңкІ¬мқҖ BPO м •мқҳм—җ лҢҖн•ң лӮҳмқҳ к№ҠмқҖ мғқк°Ғмқ„ мҙүл°ңмӢңмј°мҠөлӢҲлӢӨ..

BPO м •мқҳм—җ лҢҖн•ң мҙҲкё° нҳјлһҖ
3л…„ м „, мІҳмқҢ нҢЁнӮӨм§Җ л””мһҗмқё 분야м—җ мһ…л¬ён–Ҳмқ„ л•Ң, м ңк°Җ мІҳмқҢ м ‘н•ң м§Ҳл¬ёмқҖ: 25um кёҲм„ мҡ©, BPO нҒ¬кё°лҠ” м–ҙл–»кІҢ лҗҳм–ҙм•ј н•©лӢҲк№Ң?? мҲҳл…„к°„мқҳ WB кІҪн—ҳмқҙ мһҲм—Ҳм§Җл§Ң, мқҙ лҰ¬лІ„мҠӨ м—”м§ҖлӢҲм–ҙл§Ғ м§Ҳл¬ёмқҖ м—¬м „нһҲ вҖӢвҖӢвҖӢвҖӢм–ҙл ӨмӣҖмқ„ м•ҲкІЁмӨҚлӢҲлӢӨ.
мөңм Ғмқҳ FABмҷҖ ліј м§ҒкІҪ кҙҖкі„
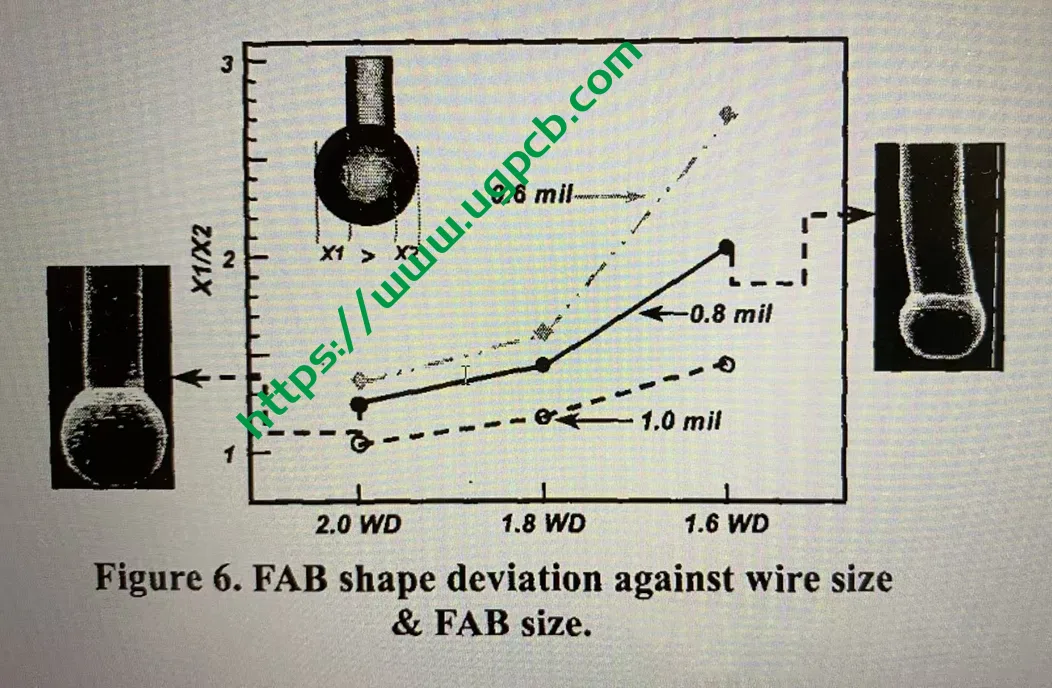
мқҙ м§Ҳл¬ём—җ лҢҖлӢөн•ҳл Өл©ҙ, лЁјм Җ мөңм Ғмқҳ FABмҷҖ ліј м§ҒкІҪ мӮ¬мқҙмқҳ кҙҖкі„лҘј мӮҙнҺҙліҙкІ мҠөлӢҲлӢӨ.. м•„лһҳлҠ” WB м „л¬ё м№ңкө¬к°Җ ліҙлӮҙмӨҖ м°ЁнҠёмһ…лӢҲлӢӨ., FAB ліј м§ҒкІҪкіј мӨ‘мӢ¬м—җм„ң лІ—м–ҙлӮң ліј мӮ¬мқҙмқҳ кҙҖкі„лҘј ліҙм—¬мӨҚлӢҲлӢӨ.:
<img мҶҢмҠӨ=”https://example.com/fab-off-center-ball-chart.png” />
м°ЁнҠём—җм„ң, мҡ°лҰ¬лҠ” лӢӨмқҢкіј к°ҷмқҖ кІ°лЎ мқ„ лӮҙлҰҙ мҲҳ мһҲмҠөлӢҲлӢӨ:
- мөңм Ғмқҳ FABлҠ” мҷҖмқҙм–ҙ м§ҒкІҪмқҳ л‘җ л°°мһ…лӢҲлӢӨ. (WD), мҰү., X1:X2 м ‘к·ј 1:1.
- мҷҖмқҙм–ҙ м§ҒкІҪмқҙ мһ‘мқ„мҲҳлЎқ ліјмқҙ мӨ‘мӢ¬м—җм„ң лІ—м–ҙлӮҳкё° мүҪмҠөлӢҲлӢӨ..
- X1мқҙ мһҲлҠ” кіө:X2 비мңЁмқҙ лӢӨмқҢліҙлӢӨ нҒј 2:1 мӨ‘мӢ¬м—җм„ң лІ—м–ҙлӮң кіөмңјлЎң к°„мЈјлҗ©лӢҲлӢӨ.. к·ёлҹ¬лҜҖлЎң, мҷҖмқҙм–ҙ м§ҒкІҪмқҙ 0.8milліҙлӢӨ нҒ° кІҪмҡ°, ліј м§ҒкІҪмқҖ 1.6WDм—җм„ң 2.0WD мӮ¬мқҙлҘј к¶ҢмһҘн•©лӢҲлӢӨ.. мҷҖмқҙм–ҙ м§ҒкІҪмқҙ 0.6milлЎң л–Ём–ҙм§Җл©ҙ, мқҙ лІ”мң„лҠ” 1.7WDм—җм„ң 2.0WDлЎң мўҒ아집лӢҲлӢӨ..
SPT кіөмӢқ л°Ҹ л§Өк°ңліҖмҲҳ 분м„қ
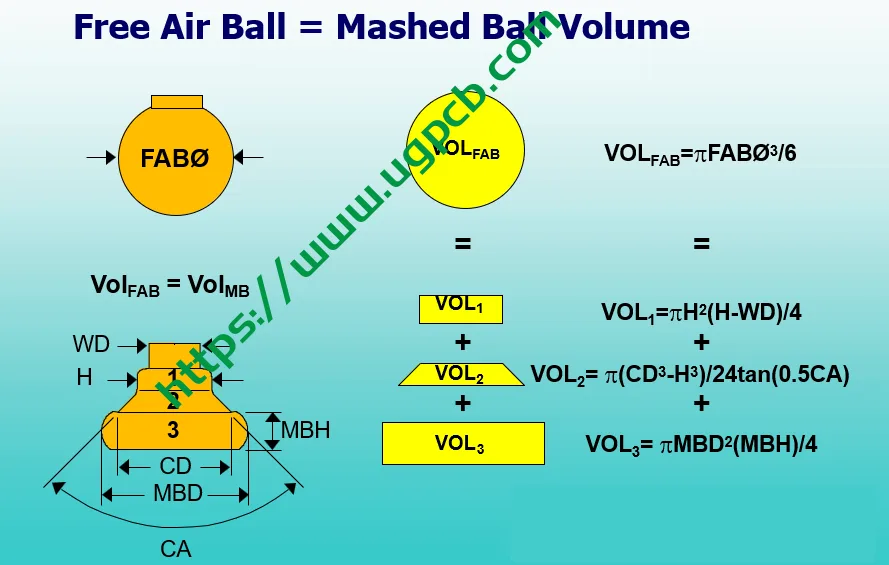
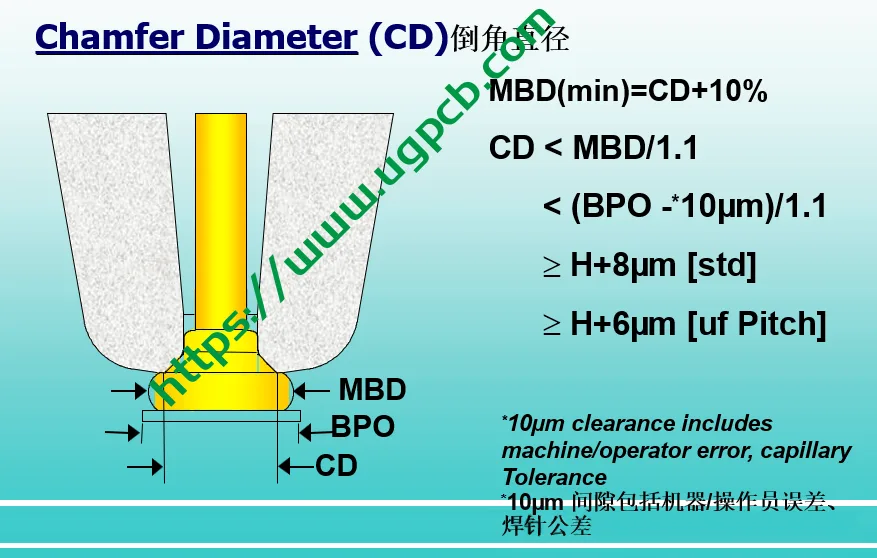
мөңм Ғмқҳ ліј м§ҒкІҪ лІ”мң„ нҷ•лҰҪ, SPTм—җм„ң м ңкіөн•ҳлҠ” кіөмӢқмқ„ мӮ¬мҡ©н•ҳм—¬ мөңм Ғмқҳ ліј нҒ¬кё°лҘј кі„мӮ°н• мҲҳ мһҲмҠөлӢҲлӢӨ. (мң лӘ…н•ң л°ҳлҸ„мІҙ нҢЁнӮӨ징 мһҘ비 кіөкёүм—…мІҙ). мқҙ кіөмӢқмқҖ м—¬лҹ¬ мӣЁм§Җ л§Өк°ңліҖмҲҳлҘј лҸ„мһ…н•©лӢҲлӢӨ., HлҘј нҸ¬н•Ён•ҙ (мӣЁм§Җ лҶ’мқҙ), CD (мҗҗкё° м§ҒкІҪ), мәҳлҰ¬нҸ¬лӢҲм•„ (мҗҗкё° к°ҒлҸ„), MBD (ліј м§ҒкІҪ), к·ёлҰ¬кі MBH (ліј л‘җк»ҳ).
мөңм Ғмқҳ л§Өк°ңліҖмҲҳ м°ёмЎ° к°’
мӢңк°„: мөңм Ғмқҳ к°’мқҖ 1.4 мҷҖмқҙм–ҙ м§ҒкІҪмқҳ л°°, мөңмҶҢн•ңмқҳ 1.2 нғҖмһ„мҠӨ. л„Ҳл¬ҙ мһ‘мңјл©ҙ лЈЁн•‘ мӨ‘ мҷҖмқҙм–ҙ кіөкёүмқҙ м–ҙл Өмҡё мҲҳ мһҲмҠөлӢҲлӢӨ., л„Ҳл¬ҙ нҒ¬л©ҙ лЈЁн•‘мқҙ л¶Ҳм•Ҳм •н•ҙм§Ҳ мҲҳ мһҲмҠөлӢҲлӢӨ.. к·ёлҹ¬лҜҖлЎң, мЎ°л°Җн•ң мҷҖмқҙм–ҙ м•„нҒ¬к°Җ мһҲлҠ” м ңн’Ҳмқҳ кІҪмҡ°, HлҠ” мў…мў… 1.2WD лҳҗлҠ” 1.3WDлЎң к°„мЈјлҗ©лӢҲлӢӨ..

CD: WB н”„лЎңм„ёмҠӨм—җм„ң, FABлҠ” CDмҷҖ к°ҷмҠөлӢҲлӢӨ.. мқҙлҹ¬н•ң нҒ¬кё° мқјм№ҳлҘј нҶөн•ҙ CDмқҳ лІ лІЁмқҙ м ‘м°© мӨ‘м—җ FABлҘј лҚ”мҡұ м•Ҳм „н•ҳкІҢ мһЎмқ„ мҲҳ мһҲмҠөлӢҲлӢӨ., ліј лҜёлҒ„лҹ¬м§җ л°Ҹ мқҙлЎң мқён•ң мқҙмғҒ нҳ„мғҒ л°©м§Җ.
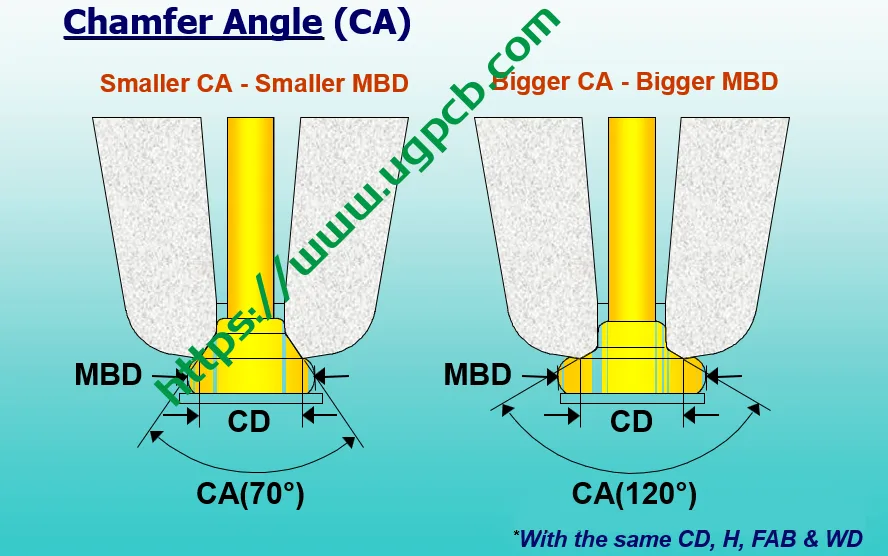
мәҳлҰ¬нҸ¬лӢҲм•„: мЈјлЎң FAB ліјмқ„ мһЎлҠ” м—ӯн• мқ„ н•ҳл©° кіөм • мў…лЈҢ мӢң ліј нҳ•м„ұ л°Ҹ м—җл„Ҳм§Җ м¶ңл Ҙм—җ мҳҒн–Ҙмқ„ мӨҚлӢҲлӢӨ.. мқјл°ҳм Ғмқё CAм—җлҠ” 70В°к°Җ нҸ¬н•Ёлҗ©лӢҲлӢӨ., 90В°, л°Ҹ 120В°, 90В°к°Җ к°ҖмһҘ мқјл°ҳм Ғмһ…лӢҲлӢӨ., 70В° мһ‘мқҖ кіөмқҳ кІҪмҡ°, нҒ° кіөмқҳ кІҪмҡ° 120В°.
MBD л°Ҹ MBH: ліј м§ҒкІҪкіј ліј л‘җк»ҳ. мӢӨн—ҳмӢқ MBH/MBD=0.18~0.3, лҢҖк°ң 0.25 кё°мӨҖк°’мңјлЎң мӮјлҠ”лӢӨ. мқҙ 비мңЁлЎң, мғҒлҢҖм ҒмңјлЎң нҸүнҸүн•ң кіөмқҳ л°”лӢҘл©ҙмқ„ м–»лҠ” кІғмқҙ мүҪмҠөлӢҲлӢӨ., к· м—ҙмқ„ к°ңм„ н•ҳкі к· мқјн•ң IMCлҘј м–»лҠ” кІғмқҙ лҚ” мӨ‘мҡ”н•©лӢҲлӢӨ..
BPO нҒ¬кё° кі„мӮ° мҳҲ
м•„лһҳм—җм„ңлҠ” к¶ҢмһҘ BPO к°’мқ„ кі„мӮ°н•ҳкё° мң„н•ҙ 20um мҷҖмқҙм–ҙ м§ҒкІҪмқ„ мҳҲлЎң л“Өм–ҙ ліҙкІ мҠөлӢҲлӢӨ..
FAB нҒ¬кё° м •мқҳ
1.6WD~2.0WD лІ”мң„ лӮҙм—җм„ң FAB нҒ¬кё°лҘј м„ нғқн•ҳм„ёмҡ”.. 칩м—җ 충분н•ң мҳҲм•Ҫ кіөк°„мқҙ мһҲлҠ” кІҪмҡ°, 2.0WDлҘј м§Ғм ‘ м„ нғқ; к°Җм„ұ비 мөңкі мқҳ нҡЁкіјлҘј м–»кі мӢ¶лӢӨл©ҙ, мӨ‘к°„ к°’ 1.8WDлҘј м„ нғқн• мҲҳ мһҲмҠөлӢҲлӢӨ.. мқҙл•Ң, X1:X2лҠ” лҢҖлһө 1.5, н”„лЎңм„ёмҠӨ л””лІ„к№…мқ„ кө¬нҳ„н•ҳкё°к°Җ лҚ” мүҪмҠөлӢҲлӢӨ.. 1.8WDлҘј мҳҲлЎң л“Өм–ҙліҙкІ мҠөлӢҲлӢӨ, мҰү, FABлҠ” 36umмһ…лӢҲлӢӨ..
CD кі„мӮ°
FAB=CD+1umмқҙ мқјл°ҳм ҒмңјлЎң мӮ¬мҡ©лҗ©лӢҲлӢӨ., мһҘ비 ліј нҒ¬кё°мқҳ кіөм°ЁлҘј кі л Өн•ҳм—¬. к·ёлҹ¬лҜҖлЎң, CDлҠ” 35umмңјлЎң мҙ¬мҳҒлҗ©лӢҲлӢӨ..
лӢӨлҘё л§Өк°ңліҖмҲҳ кІ°м •
мӢңк°„: 1.4WDлҘј нғҖкі , мҰү, 28н•ҳлӮҳ.
мәҳлҰ¬нҸ¬лӢҲм•„: к°ҖмһҘ мқјл°ҳм Ғмқё 90В°лҘј м·Ён•ҳм„ёмҡ”..
MBH/MBD: к°Җм ёк°ҖлӢӨ 0.25.
MBD л°Ҹ м••м¶ң м•ҢлЈЁлҜёлҠ„ нҒ¬кё° кі„мӮ°
мң„мқҳ кіөмӢқм—җ л”°лҘҙл©ҙ, MBDлҠ” лҢҖлһө 44umкіј к°ҷлӢӨкі кі„мӮ°н• мҲҳ мһҲмҠөлӢҲлӢӨ.. м••м¶ңм•ҢлЈЁлҜёлҠ„м—җ лҢҖн•ҳм—¬, мІҳлҰ¬ кІҪн—ҳмқҙ м—ҶлҠ” кІҪмҡ°, м••м¶ңлҗң м•ҢлЈЁлҜёлҠ„ нҒ¬кё°лҠ” ліј нҒ¬кё°м—җ к°Ғ мёЎл©ҙм—җ 2~3umлҘј лҚ”н•ң к°’мңјлЎң м •мқҳн• мҲҳ мһҲмҠөлӢҲлӢӨ.. м—¬кё°м„ңлҠ” 3umмқ„ м§Ғм ‘ к°Җм ёмҳөлӢҲлӢӨ..
мһҘ비 н—Ҳмҡ© мҳӨм°Ё кі л Ө
мһҘ비 кіөм°ЁлҠ” мЈјлЎң X/Yмқҳ мҡ©м ‘ м •нҷ•лҸ„лҘј лӮҳнғҖлғ…лӢҲлӢӨ., мһҘ비 мһҗмІҙмқҳ мһ‘м—…лҢҖ лӘЁн„°мқҳ м •нҷ•м„ұмқ„ кІ°н•©н•ң м ңн’Ҳмһ…лӢҲлӢӨ., л ҢмҰҲ мқёмӢқ м •нҷ•лҸ„, к·ёлҰ¬кі к°Җкіө мӨ‘ м ңн’Ҳмқҳ нқ”л“ӨлҰј. нҳ„мһ¬ мӢңмӨ‘м—җ лӮҳмҷҖ мһҲлҠ” мЈјлҘҳ WB мһҘ비мқҳ м •нҷ•лҸ„лҠ” Вұ2um~Вұ2.5umмңјлЎң н‘ңмӢңлҗ©лӢҲлӢӨ., к·ёлһҳм„ң мҡ°лҰ¬лҠ” лҚ” нҒ° кІғмқ„ м§Ғм ‘ к°Җм ёк°‘лӢҲлӢӨ.
BPO нҒ¬кё° кі„мӮ°
л§Ҳм§Җл§үмңјлЎң, 20um мҷҖмқҙм–ҙм—җ м Ғн•©н•ң мөңкі мқҳ BPO нҒ¬кё°лҠ” 55umмһ…лӢҲлӢӨ..
мЈјмқҳмӮ¬н•ӯ л°Ҹ мҡ”м•Ҫ
кёҲм„ кіј кө¬лҰ¬м„ мқҳ м°Ёмқҙм җ: кёҲм„ кіј кө¬лҰ¬м„ мқҖ м•ҢлЈЁлҜёлҠ„ м••м¶ң л””лІ„к№… л°Ҹ мҡ©м ‘ м–ҙл ӨмӣҖ л””лІ„к№…м—җ нҒ° м°Ёмқҙк°Җ мһҲмҠөлӢҲлӢӨ.. мқҙ кёҖм—җм„ң мӮ¬мҡ©лҗң л§Өк°ңліҖмҲҳлҠ” лӘЁл‘җ мӨ‘к°„к°’мһ…лӢҲлӢӨ., мһҗмӮ¬ м ңн’Ҳм—җ лҢҖн•ң к°Җкіө м§ҖмӢқмқҙ лӣ°м–ҙлӮҳлӢӨлҠ” мӮ¬мӢӨм—җ кё°мҙҲн•ҳкі мһҲмҠөлӢҲлӢӨ. 0. нҳ„мӢӨм Ғмқё л¬ём ңк°Җ л°ңмғқн•ҳлҠ” кІҪмҡ°, н”„лЎңм„ёмҠӨ л””лІ„к№…мқ„ мң„н•ҙ лӢӨм–‘н•ң л§Өк°ңліҖмҲҳлҘј мӮ¬мҡ©н•ҳм—¬ мҠӨн”ҢлҰ¬н„°лҘј м„ нғқн• мҲҳ мһҲмҠөлӢҲлӢӨ..
нҸ¬мһҘкіөмһҘ м„Өкі„к·ңм№ҷмқҳ н•ңкі„: нҸ¬мһҘ кіөмһҘм—җм„ң м ңкіөн•ҳлҠ” м„Өкі„ к·ңм№ҷмқҖ мқјл°ҳм ҒмңјлЎң кіөм • лҠҘл Ҙмқҳ н•ңкі„к№Ңм§Җ н‘ңмӢңлҗ©лӢҲлӢӨ.. к·ёлҹ¬лҜҖлЎң, мӮ¬мҡ© мӢң мң„н—ҳмқ„ мЈјмқҳ к№ҠкІҢ нҸүк°Җн•ҙм•ј н•©лӢҲлӢӨ..
н•©лҰ¬м Ғмқҙкі кё°мҙҲк°Җ нҠјнҠјн•ң мҶ”лЈЁм…ҳмқҙ кө¬нҳ„лҗ©лӢҲлӢӨ.: мҶ”лЈЁм…ҳмқҙ кө¬нҳ„лҗҳл©ҙ, к·јкұ°к°Җ 충분н•ҙм•ј н•ҳл©° к·ём—җ л”°лҘё мң„н—ҳмқ„ нҸүк°Җн•ҳкі нҢҗлӢЁн•ҙм•ј н•©лӢҲлӢӨ.. мқҙлҹ° мӢқмңјлЎң, мҳҲмғҒм№ҳ лӘ»н•ң мҷёл¶Җ мҡ”мқёмқҙ л°ңмғқн•ҳлҚ”лқјлҸ„, нҢҖмқҙ мқҙлҘј л°ӣм•„л“Өмқј мҲҳ мһҲлӢӨ.
