
In the era of Industry 4.0, the global manufacturing industry still faces quality loss costs accounting for 15%-20% of revenue (ASQ 2023 data), with the PCB sector being a significant victim. How to implement scientific and reasonable quality tools to achieve full-link quality early warning and control in PCB production has become key to building core competitiveness in the circuit board industry. This article will delve into the practical application of UGPCB, providing an in-depth analysis of the application rules of APQP, PPAP, MSA, FMEA, SPC, and CP tools, revealing the underlying logic of their collaborative operation.
I. The Four-Dimensional Value Model of Quality Tools System
The modern quality management system can be abstracted into a four-dimensional structure: Prevention dimension (FMEA), Control dimension (SPC/CP), Improvement dimension (MSA), Standardization dimension (APQP/PPAP). Among them, APQP serves as the foundational framework, constructing a comprehensive PCB quality protection network through five stages:
1. Planning and Definition Stage:
Using QFD (Quality Function Deployment) to translate customer requirements into CTQ (Critical Quality Characteristics). For example, an automotive component company transformed the customer’s vague demand for “driving comfort” into 12 measurable indicators during this stage.
2. PCB Product Design Stage:
Adopting DFMEA for failure prevention. For instance, our PCB design department reduced the signal interference risk RPN value from 210 to 45 when designing high-frequency circuit boards for a client, lowering the design change cost by 67%.
3. Process Design Stage:
Applying Taguchi methods to optimize process parameters. A semiconductor company enhanced its CPK value from 0.9 to 1.6 during the etching process.
Process Capability Improvement Model:

When optimizing process parameters makes μ approach the specification center and σ decreases, Cpk significantly improves.
II. The Golden Triangle of Collaborative Tool Application

1. Risk Transmission Mechanism of FMEA
In automotive wire harness manufacturing, PFMEA analysis identified three high-risk categories in the terminal crimping process:
- Crimping height deviation (RPN=128)
- Insulation skin breakage (RPN=96)
- Insufficient conductor exposure (RPN=84)
These risk points were converted into 23 critical control characteristics through the risk transmission matrix, with corresponding SPC monitoring plans developed.
2. Measurement Protection Role of MSA
A precision injection molding enterprise’s measurement system analysis showed:
GR&R=15.8%<30%(acceptable)
However, the variation between parts accounted for only 38%, indicating insufficient measurement system resolution. After upgrading the micrometer to a laser measuring instrument, GR&R dropped to 8.2%.
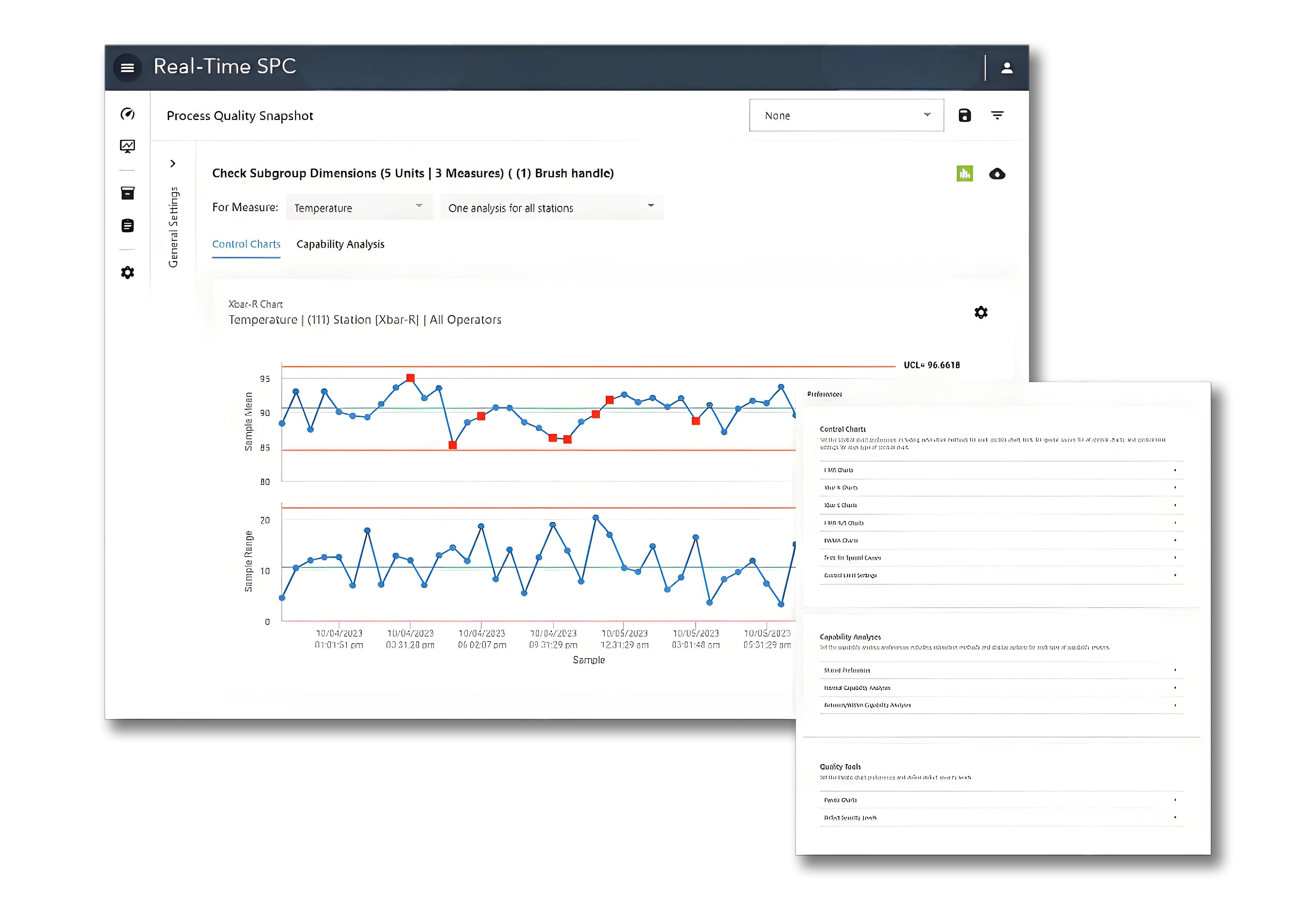
3. Process Control Practice of SPC
In the SMT placement process, our PCBA factory used the X-bar-R control chart to monitor solder paste thickness:
Centerline CL=120μm
UCL=125μm,LCL=115μm
When seven consecutive points showed an upward trend, a timely warning prevented batch welding defects.
III. Tool Evolution under Digital Transformation
Modern quality management systems have achieved tool integration:
1. APQP Digital Platform:
A complete vehicle manufacturer shortened the development cycle by 40% through the PLM system.
2. AI-Driven FMEA:
Utilizing historical data to train risk prediction models, improving failure identification accuracy by 35%.
3. IoT+SPC:
Our company deployed over 2000 sensors in CNC machining centers, achieving real-time visualization of process capabilities during PCB milling.
IV. Typical Case Studies in Industry Applications
Case 1: New Energy Vehicle Battery Pack Production
- Application Combination: APQP+DFMEA+MSA
- Key Breakthrough: Optimized the reproducibility of cell spacing measurement MSA from 22% to 8%, and increased module expansion force CPK from 1.0 to 1.5.
Case 2: Medical Equipment PCB Manufacturing
- Tool Combination: PFMEA+SPC+CP
- Implementation Effect: Our company’s PCB board impedance control standard deviation decreased from 3Ω to 0.8Ω, achieving a 100% first-pass rate in customer PPAP.
V. Implementation Roadmap and Pitfalls Avoidance Guide

Three-Phase Introduction Method:
1. Foundation Construction Period (6 months):
Complete MSA system verification and establish basic SPC control points.
2. System Integration Period (12 months):
Integrate APQP and FMEA processes.
3. Digital Empowerment Period (18 months):
Build a quality big data platform.
Common Mistakes Warning:
- Treating FMEA as a “paper document for audit compliance.”
- Using theoretical values instead of process data for SPC control limits.
- Ignoring linear analysis of the measurement system in MSA.
Conclusion

When these six tools form an organic ecosystem, our company achieves a composite benefit of 20% reduction in quality costs, 35% decrease in customer complaints, and a 30% shortened cycle from PCB product design to delivery (according to UGPCB company financial report). Amid the wave of factory intelligent manufacturing capability enhancement, these classic tools are revitalizing in a digital form, continuously empowering the rapid development of our company.
