

1.Без свинца сильная жара и взрыв борта
С тех пор, как свободный от свинца, Распространенная поговорка гласит, что температура плавления бессвинцового припоя выше., что приведет к большему повреждению платы и компонентов. Это, казалось бы, истинное и ложное утверждение на самом деле лишь наполовину правильно. Поскольку припаяность припоя без свинца (такие как мешок 305 паяная паста) бедный, в сочетании с большим поверхностным натяжением (то есть, Сплоченная сила больше, о 20% больше, чем 63/37), его припаяность расширения внешнего и вверх не совпадает с 63/37. Чтобы улучшить качество и надежность безвидового пайки, необходимо продлить время реакции с помощью основного металла (Поверхность платы печатной платы - гальвака и химическая никель), Таким образом, не только рабочая температура вынуждена подняться, но также время реакции, необходимое для формирования IMC (CU6SN5 и NISN4) Должен быть расширен. Другими словами, требуемое тепло (Тепловая масса) долгое время превышал то, что ведущая пайчка была правильной.
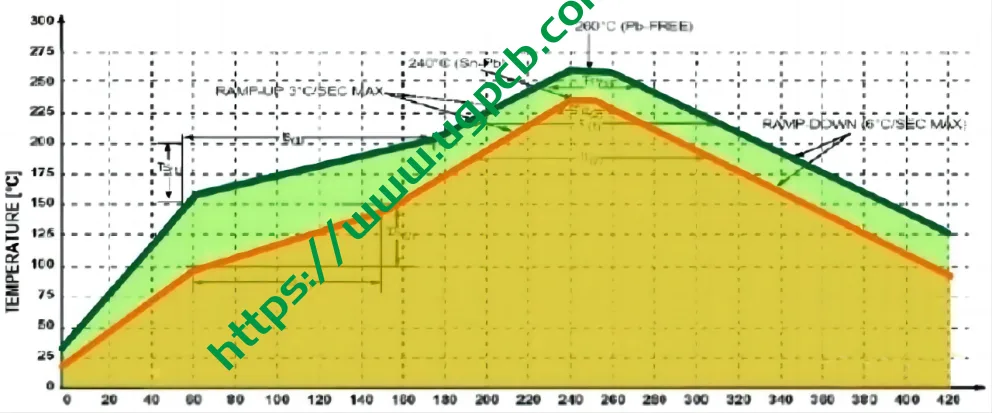
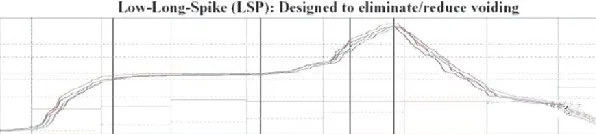
На этом рисунке сравниваются профили свинцового рефона и проводника.. Зеленая линия покрывает большую площадь (нагревать), которая является нынешней кривой SAC305. Меньшая область (нагревать) это предыдущий свинцовый реасы. Под предположением избегания взрыва доски, вызванного чрезмерной высокой температурой и сильным теплом, Пиковая температура профиля профиля без свинца не должна превышать 250 ℃. Чтобы поддерживать такое же тепло, не повреждая печатную плату и компоненты, Время более низкой пиковой температуры может быть расширено, то есть, Пиковая температура плоской вершины (240-245℃) может быть расширен на 10-25 секунды (в зависимости от размера доски). Этот вид выбора более низкой температуры и безопасного тепла, чтобы избежать опасного тепла пиковой температуры - это то, что должен делать мудрый человек. Этот вид предотвращения рисков будет очень важен для безвидовой пайки.
Фактически, Из профиля рефта, показанного на рисунке 1 выше, Мы видим, что время, которое не ведущее паяль SMT выше температуры плавления (около 217 ℃ для SAC305) около 50 секунды (небольшая доска и простые детали) к 90 секунды (большая доска и сложные детали). Такая температура и тепло, безусловно, превысили TG различных досок. Для собранной доски, которая была помещена в такую горячую среду, это уже стало резиновым состоянием α2 (Эластичная стадия) с недостаточной жесткостью и повышенной слабостью. Конечно, Он не имеет возможности противостоять какой -либо внешней силе тяги в направлении Z.
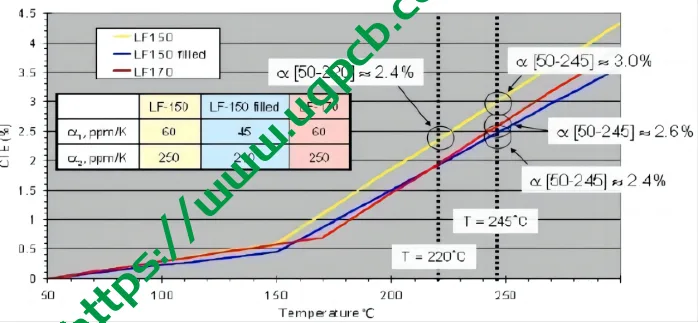
Эта цифра была опубликована MR. Wei Tianlun of Dow Chemical на форуме CPCA. Основная цель состоит в том, чтобы объяснить, что Z-CTE α2 слишком велика, что является основной причиной взрыва доски. Кривые, нарисованные тремя TMA, имеют меньший наклон на левом конце, которое является состоянием стекла α1, и кривые с большим наклоном на правом конце вошли в состояние резины α2. Обратите внимание, что синяя линия TG150 и красной линии TG170 имеют одинаковую Z-CTE при 220 ℃ в свинцовом реасы, и риски, с которыми они сталкиваются, похожи. Однако, в проводке, Z-CTE высокопоставленной красной линии TG выше, чем у нижней синей линии TG, что означает, что вероятность взрыва красной линии больше, чем у синей линии. Поэтому, Известно, что высокие доски ТГ не обязательно устойчивы к сильной тепло.
Эти две картинки представлены последними досками мобильных телефонов, которые используются для замены сложенных слепых отверстий ELIC PTH через отверстия. На левом изображении показано точное укладку 7 Слепые отверстия, так что 8 Слои медных поверхностей взаимосвязаны. Правильное изображение показывает, что подробный метод начинается с двусторонней платы, то есть, Сначала травление медного окна на своей односторонней медной фольге, Затем сжигает слепое отверстие лазером и заполняя слепое отверстие гальсопочкой меди. Затем используйте пленку, чтобы нажать на две стороны, и продолжать сжигать слепые отверстия и медное покрытие, чтобы завершить несколько слоев. Повторите процесс, чтобы завершить плату мобильного телефона с добавленным слоем. Однако, Хотя этот метод ELIC имеет много преимуществ, Невозможно, чтобы паячка без свинца легко взорвалась без помощи заклепки сквозного отверстия.
Только для доски FR-4, его коэффициент термического расширения XY (КТР) около 14-16 частей/млн/℃. Это превосходное качество небольшого расширения и сжатия связано с подкреплением стекловолоконной ткани зажима! Однако, Тепловое расширение платы в направлении Z не имеет поддержки. К счастью, Если на готовой печатной плате много отверстий, Скорость термического расширения самого медного материала в отверстиях составляет 17 частей на час/℃, и толщина меди через дыру (более 1 мили) И отличное удлинение (Удлинение, Это слово часто слышат простые люди как пластичность) достигает 20%, который также представит эффект зажима, похожий на заклепка (Эффект заклепки), что помогает подавить тепловое расширение платы Z и снизить риск ее разрыва. Как технология медного покрытия для заполнения слепых отверстий в текущих мобильных телефонах (такой как 3+2+3) зрелости, Случайный метод складывания слепых отверстий (Каждый взаимосвязь слоя; ЭЛИК) постепенно заменяет общую выделку через отверстия. С одной стороны, это может снизить затраты и избежать сложности заполнения через отверстия смолой, И с другой стороны, это может уменьшить бурение машины и сократить процесс. Однако, в отсутствие эффекта заклепок, Свиховажно, что особенно легко взорвать доску.
Из многих последних литературных литератур и кусочков взорванных досок, сделанных автором недавно, Основной причиной расслаивания и взрыва должна быть: Z-CTE α2-резинового состояния платы слишком велик! IPC-4101 принял четыре новых правила в качестве решений для шести новых “может быть подходит для использования в пайке без свинца” (то есть, шесть новых пронумерованных досок /99, /101, /121, /124, /126 и /129), а именно: 1. Добавление неорганических наполнителей (Наполнители) к смоле 2. Указание минимального порога температуры теплового растрескивания TD (например, /99 325 ℃) 3. Указание верхнего предела Z-CTE α2 из шести плат до 300 млрд/млрд/℃ 4. Указание минимального времени сопротивления теплости, такие как нижний предел TMA288 (T288) является 5 минуты, и т. д.. Однако, Даже если все шесть спецификаций коммерческих советов соответствуют этим последним требованиям, Это не может гарантировать, что печатная плата не будет взорваться во время процесса рефта.. Конечно, Это также включает влияние самого процесса печатной платы (такие как реакция управления прессой и процессов гальванизации ПТГ и меди), Качество и качество нисходящей печи и профиля выстроения (Профиль), и даже разница в CTE между компонентами и досками при сильной жаре. Последний вызывает разорвать слабую доску компонентами, который еще не контролируется производителями CCL или PCB.
2.Разница между самоэксплуацией и наружным растрескиванием силы
2.1 Причины и явления самоэксплуации
Основная причина взрыва различных многослойных плат заключается в том, что Z-CTE самой смолы слишком велика в сильном тепло α2-резиновом состоянии. Этот вид растрескивания в направлении толщины будет поступать из различных режимов отказа, таких как плохая аффинность между стеклянным волокном и смолой, Плохая адгезия между смолой и медной фольгой черной пленкой, или недостаточная степень лекарства от самой смолы и самоуверенного. С помощью многих других внутренних и внешних факторов, практически невозможно полностью избежать свободного от свинца пайки и избежать взрыва доски. Примеры таких дополнительных факторов заключаются в следующем:
2.1.1. Области концентрации тепла, где многие ПТГ густо упакованы в многослойные доски.
2.1. 2. Большие площадь поверхности меди без ПТГ, чтобы помочь зажим, также подвержены взрыву.. Потому что общая Z-CTE термического расширения направления Z-направления PCB, включая α1 и α2, около 3.5%, и CTE стены медного отверстия составляет 17 частей на чайной серии/℃, и когда толщина меди превышает 1 миль, а удлинение может достигать 20%, Медная стенка ПТГ должна иметь антиэксплуационный заклепки.
2.1.3. Новая доска мобильного телефона HDI произвольного уровня. (ЭЛИК) Больше нет ортодоксального ПТГ, но вместо этого использует несколько заполненных медными сложенными слепыми отверстиями. Эта многослойная доска без заклепков также подвержена взрыву..
2.1.4. Многослойные платы подвергаются механическому внешнему воздействию, так что поврежденные участки структуры также подвержены взрыву., такие как грубая v-cut или punking.
2.1.5. Что касается низкого качества клиентов с ассамблеей вниз по течению’ Печа, Неправильный метод измерения и плохое управление профилем рефта без свинца (Профиль), и т. д., также может вызвать некоторые взрывы доски. Например: скорость нагрева (также известный как склон) В начале кривой рефта слишком быстра, приводя к перегреву поверхности печатной платы, в то время как доска не успела нагреться. Под силой сдвига неравномерного термического расширения, Более слабые части структуры склонны к пузырю. Наклон этой нагревательной секции (Нарастить) Должен быть скорректирован в диапазоне 1 ℃ -3 ℃/с в соответствии с размером платы и количеством частей.
2.1.6. Хорошая печь для выстроения должна сохранить разницу в температуре платы печатной платы в течение 5 ℃, и разница температур в области ожидания пустой печи (который можно измерить с помощью алюминиевой пластины или специальной пластины измерения температуры с термометром) не должно превышать 2 ℃. И прямоугольная плата должна принять способ горизонтальной ходьбы, чтобы сократить разницу температур между передней и задней досками. В этом пути., тепловая капля поверхности платы и взрыв платы может быть уменьшен.
2.1. 7. Для больших толстых плат или компонентов с несколькими BGAS, Желательно использовать более длинную кривую рефона с седлом (150℃ -190 ℃) Чтобы попытаться достичь равномерной температуры всей поверхности платы, а также внутренней и снаружи тела платы (Обратите внимание, что смола и стеклянное волокно являются плохими проводниками) Чтобы уменьшить взрыв. Наклон до пиковой температуры также следует контролировать примерно на 1-3 ℃/с в зависимости от размера платы. Пиковая температура платы общей сборки не должна превышать 245 ℃. Для больших плат, которые требуют большего тепла, Пиковая температура может быть расширена, то есть, Профиль с плоской вершиной, и пиковое время температуры может быть расширено на 20 секунды, так что плохое тепло в опасной области высокой температуры (выше 250 ℃) можно избежать.

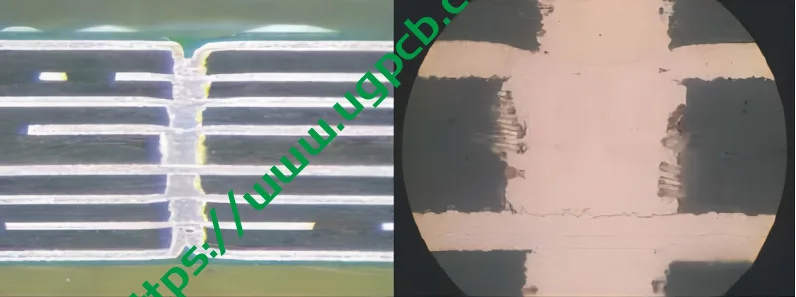
На левой картинке показана внутренняя большая площадь медной поверхности 12-слойного стека платы. Сильная теплота пайки без свинца часто вызывает множественные микро-трещины между внутренними слоями. Обычно, Пока не существует пузыря или расслоения внешнего слоя многослойной платы, Микротрещины между многими внутренними слоями никогда не будут известны, Но надежность (такие как CAF) неизбежно полон проблем. Правильная картина показывает гораздо более высокую 22-слойную доску. Из-за превосходной медной стенки с достаточной толщиной достаточной толщиной (более 1 мили) и хорошее удлинение (больше, чем 20%), Отсутствие микротрещин в совете директоров было значительно сокращено в рамках сотрудничества с эффектом заклепки. Однако, Как только это толстая медная многослойная доска, это другое дело!
Даже с заклепком эффекта хорошего качества ПТГ, Когда Z-CTE платы α2 слишком большой, После нескольких регтов плохих профилей вниз по течению, Многослойная плата или толстая медная многослойная доска все еще не может избежать судьбы взрыва и микротрещин. Для пробега без свинца толстых и многослойных больших досок, Доска должна быть высокой TG (Общие коммерческие советы могут быть средним TG с лучшей прочности). Утверждение PN и добавление наполнителя-это правильный способ без лидерства.
Это длинный профиль седла, похожий на профиль свинцового рефона для больших плат с несколькими BGAS. Цель длинного седла состоит в том, чтобы сделать поверхность доски и внутреннюю часть доски максимально равномерной, и позволить дне множественных BGA получить достаточное количество тепла, прежде чем начать подниматься до пиковой температуры сильного тепла, чтобы уменьшить взрыв доски и холодную сварку шариков внутри BGA. Хотя температура профиля профиля без свинца выше, Принцип теплопередачи остается неизменным.
2.2 Pad Crater of Poard, вызванный косо
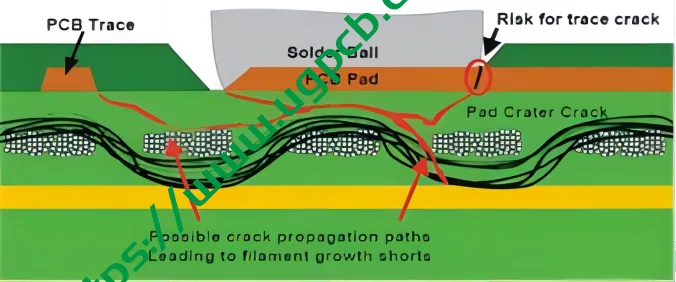
Вышеуказанное - это различные явления разрыва, вызванные расширением z самой платы во время сильной жары. Однако, Во время сварки сборки, Когда термическое расширение компонентов в x, Направление Y или Z слишком отличается от направления платы PCB, резинообразная смягченная доска смола также может быть подтянута компонентами (компоненты) вместе с медной подушкой и нижней подложкой. Это наклонное тяга полностью отличается от горизонтального растрескивания доски, и специально называется кратером PAD. Например, Без свинца паяные шарики с большей жесткостью BGA, и более крупные керамические конденсаторы с большей жесткость. Без свинца припоя с более слабой жесткостью и более низкой темой плавления часто растягиваются и деформируются, чтобы устранить их напряжение при тяге в сильной жаре; Что касается сияющих шариков без свинца с большей жесткостью (то есть, Большой модуль), Медная подушка и подложка внизу будут часто подтягиваться вместе, когда шарики BGA -угловой нелегко растягиваться. Фактически, Если такие натянутые потрескавшие подложки не заставили провод сломаться, Их местные плавающие трещины никогда не будут известны и редко вызывают какие -либо бедствия. Как и различные микротрещины внутри многослойной доски после пайки, Если они не сняли медную стену сквозного отверстия, они никогда не будут рассматриваться как качественные дефекты. Однако, Как только провод или отверстие сломано, это обязательно будет представлять большую проблему.
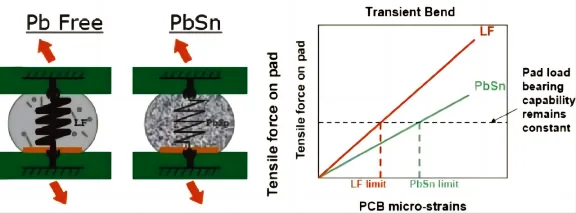
С левой диаграммы, Мы видим, что мяч без свинца очень жесткий, в то время как свинцовая шаровая нога относительно мягкая. Поэтому, После того, как он подвергся внешней силе (тепловое напряжение или механическое напряжение), Жесткий паяный мяч напрямую перенесет напряжение в припоя верхней платы BGA., тем самым вызывая много внутренних травм, которые не могут быть обнаружены с помощью электрических испытаний. Правильная диаграмма показывает сравнение модуля Янга (или модуль) состоит из напряжения и напряжения между свинцом и свинцом, содержащим. Когда мяч без свинца имеет большую форму (то есть, больший наклон или большая жесткость), Его напряжение, очевидно, недостаточно при подверженности определенной внешней силе воздействия. Однако, Ведущий шар имеет значительно большую напряженность из -за его меньшего склона (меньше жесткости и большей гибкости). Другими словами, Когда подвергается внешней силе, Ведущий шар, который легко деформируется, может поглотить удар и уменьшить сбой припояного соединения.
Слева-падкратер, представленная в силе отрабатываемого мяча без свинца. Поскольку цепь не вызвана, это никогда не будет обнаружен с помощью электрических испытаний. Однако, Когда трещина была треснула и появился путь, CAF будет иметь возможность нанести вред продукту. Трещины справа разорвали провода., Так что они не могут избежать закона.
BGA Senter Saintail и трещины накладки
Из-за сильной жары нерядочной пайки, Смола платы уже находится в слабом резиновом состоянии α2. Кроме того, CTE кремниевого чипа на вершине перевозчика пакета BGA составляет всего 3-4PPPM/℃, и CTE самого носителя XY достигает 15 частей на миллион/℃ во время сильной жары. Разница между ними заставит перевозчика BGA вогнуто (Вогнутая ведение). Поэтому, Вверх силу тяги на четырех углах этого BGA часто приводит к различным бедствиям, то есть, Различные режимы сбоя (Режим сбоя) будет представлен в вертикальном вытяжении:
Трещины, вызванные вертикальным или наклонным потяжкой сильной теплы. Это будет связано с обработкой тишины на поверхности стеклянной волокнисто. (Вышеуказанные три картинки и 12.13 Фотографии сделаны с форума, проводимого МПК/CPCA в Шэньчжэне)
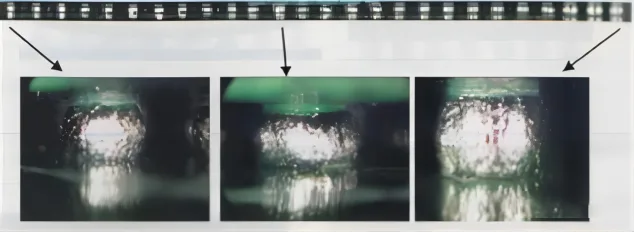
Во время сильной жары беззвукового рефона большого BGA, субстрат (Substrate CTE в XY составляет около 14-15 м.ppm/℃) покажет вогнутое явление из -за небольшого CTE кремниевого чипа (3-4ppm/℃). В это время, Ведущие паяные шарики на внешней линии будут вытянуты, чтобы устранить их напряжение, и безнаказанные шарики более жесткие и подвержены риску сломать головы или ноги (Обратите внимание, что эта картина показывает внешний вид после восстановления до комнатной температуры).
3.1.Если поверхностная пленка подложки для подшипника подложки является гальванированным никелевым золотом, Легко привести к тому, что припояные суставы на верхней части шариковых ног треснут и сломались, когда золото хрупкое.
3.2.Из -за оксидного слоя на поверхности припоя шарики, так что нельзя чистить поток паяльной пасты на подушечке печатной платы не может быть эффективно удален, паяная паста не может быть полностью исцелена с помощью паяного мяча, и эффект подушки (Направляйтесь на подушку) будет легко произойти. Это ненормальное состояние, казалось бы, близкое, но на самом деле разделенное, безусловно, не выдержит никаких внешних сил и будет легко отделяться от середины.
3.3. После того, как обработка поверхности загадки используется на шариковой площадке PCB из -за невежества, не только черная площадка (Блэкпад) богатый фосфором и оксидом никеля дважды в пайке без свинца, но также и AUSN4, образованный слоем погружения, не может быть вдали от интерфейса, приводя к золоту (Золото охрупление), что также может вызвать неудачу сломанных булавок.
3.4.Для припакованных печатных плат., Когда шариковая подушка центра приближается к 0,5 мм или даже 0,4 мм, Диаметр прокладки печатной платы составляет всего около 10 миль или 8 миль. Для пайки без свинца с большим поверхностным натяжением, Такая небольшая поверхность прокладки также должна быть соединена к стороне прокладки в дополнение к припаимой области поверхности подушки. Однако, Невежные дизайнеры вверх по течению совершенно не знают о свободных свинцах и продолжают использовать устаревшую зеленую краску на прокладке (SM на прокладке) метод, что значительно ослабляет силу пая. Однажды печатная плата, Особенно мобильная доска, встречи с таким невежественным и нелепым клиентом, Повторные претензии после сломанной ноги из -за недостаточной прочности не являются обидой, которую можно поглотить, признав неудачу.

На левой картинке изображен появление припоя шарнирной ноги на печатной плате после пробега без свинца большого BGA через эндоскоп. Любой, у кого есть проницательный глаз, может видеть, что паяная паста и паяный мяч не были объединены друг с другом, который называется эффектом подушки. Одна из причин заключается в том, что кривая рефона плохая, а тепло внутреннего мяча недостаточна, который является типичной холодной пайкой (CodlSoldering); Вторая причина заключается в том, что поверхность паяного мяча была серьезно окислена, и активность нечистого потока в паяльной пасте слабая, Таким образом, оксид не может быть удален и образуется холодная паячка. Эта плохая надежность никогда не будет обнаружена с помощью электрических испытаний и с большей вероятностью будет нарушена внешними силами.
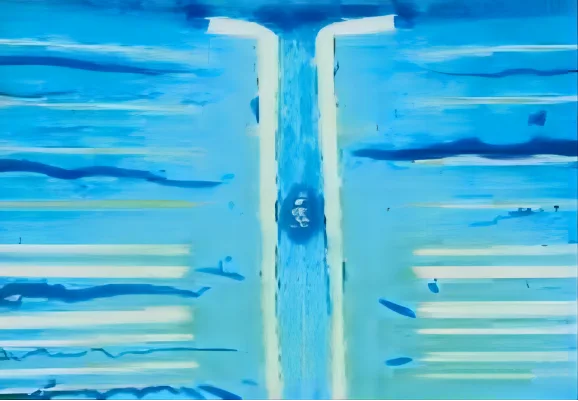
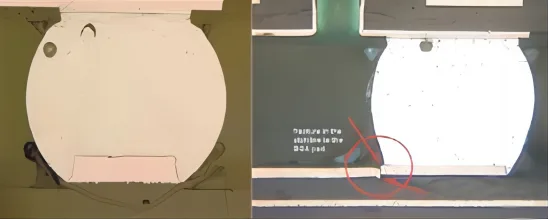
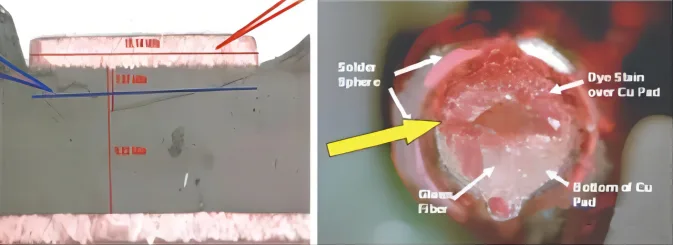
На левой картинке изображены растрескивание ямы, которое произошло в сильной жаре, Но после охлаждения, Подложка сжимается до своего первоначального состояния, Но есть трещина, которую нельзя исцелить. Правильное изображение показывает подложку, прикрепленный к медной прокладке после тестирования красных чернил, что является наиболее очевидным доказательством взлома ямы.
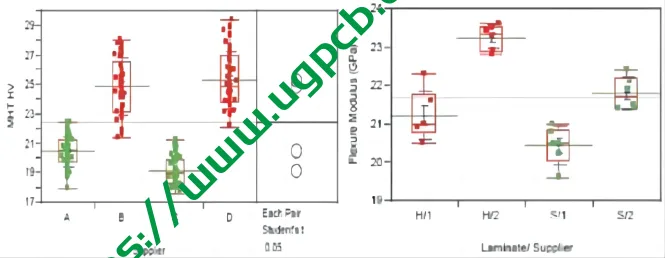
Поставщики зеленых A и C на левой картинке имеют более низкую микроаргарность смолы доски, Так что нет ямы трещин. Красные поставщики B и D использовали платы с более высокой микроаргарной смолой, у которых были трещины. У досок от поставщиков H/I и H/2 справа имели более высокий TG, и трещины произошли при высокой жесткости модуля. Что касается досок от поставщиков S/1 и S/2, которые были типичными FR-4 с низким TG, трещины не произошли.
3.5.К счастью, BGA не имел вышеупомянутых сбоев в пайке без свинца. Безвидовые припоя шарики с более очевидной жесткостью и большей твердостью, Когда носитель тянет вверх, будет непосредственно передавать силу в верхнюю и нижнюю часть шариков, заставляя головы и булавки сломаться, и даже можно вытащить смолу в нижней части прокладки печатной платы и треск ее. Фактически, Метод испытания красных чернил (Краситель и Pry) Можно использовать после этого, чтобы определить, есть ли у таких плат трещины.
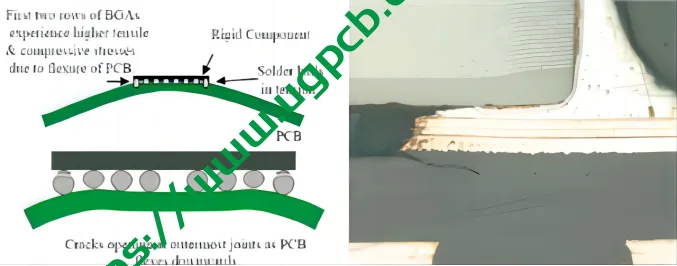
На левом изображении показано, что температура верхнего воздуха без свинца на 50 ℃ выше, чем температура нижней части воздуха, что приведет к выпуклы. Правильное изображение показывает, что когда на плате установлен более крупный конденсатор, Его CTE сильно отличается от CTE печатной платы, и когда плата α2 становится мягкой, его стресс часто приводит к тому, что доска будет частично разорванной косо.
4.Действия по улучшению
Новое определение “Pad Crater” Впервые был предложен Гэри Шейном Форумом Intel в марте 2006. Позже, Гэри Лонг из Intel снова заявил на форуме IPC/CPCA, проведенном в Шэньчжэне в октябре 2006. Промышленность организовала совместные исследовательские подразделения, в том числе известных производителей ИТ Intel, Cisco, Джабил, Солнце, IBM, Foxconn, Делл, Леново, Мерикс, Яблоко, Изола, Селестика, ручка, и дни. Рабочие цели этого WG будут:
4.1Как обнаружить кратер, который произошел?
4.2. Как предсказать кратер, который может произойти?4. 3. Установите спецификации принятия для кратера Pad.
4.4. Как попытаться найти возможную причину кратера PAD от качественных показателей базовой доски (Тг, Тд, Peallength, и т. д.).
Что касается методов практического улучшения, которые в настоящее время осуществляются, Есть о:
4.1.1. Снимите три шариковых штифта в четырех углах большой BGA, или организовать нефункциональные поддельные булавки и поддельные прокладки.
4.2.2. Высококачественные продукты могут заполнять заполнение внизу BGA.
4.3.3. Маленький BGA или CSP может нанести угловой клей (Cornerfill или Coner Glue) На внешних краях четырех угла.
4.4.4. Для шариковых подушек в четырех углах BGA, Используйте метод зеленой краски (SoldermaskDefinedland) Чтобы укрепить силу фиксации прокладки на поверхности доски.
4.4.5. Увеличить диаметр 1 или 3 подушечки (даже нефункциональные) На четырех углах лучше схватить сильную жару.

