
Введение
Для тех, кто не работал в SMT (Технология поверхностного крепления) фабрика, Основные процессы и ключевые шаги, связанные с производством SMT, могут остаться загадкой. Сегодня, Я представлю три основных процесса производства SMT, чтобы обеспечить более четкое понимание этой технологии.
Обзор SMT Manufacturing
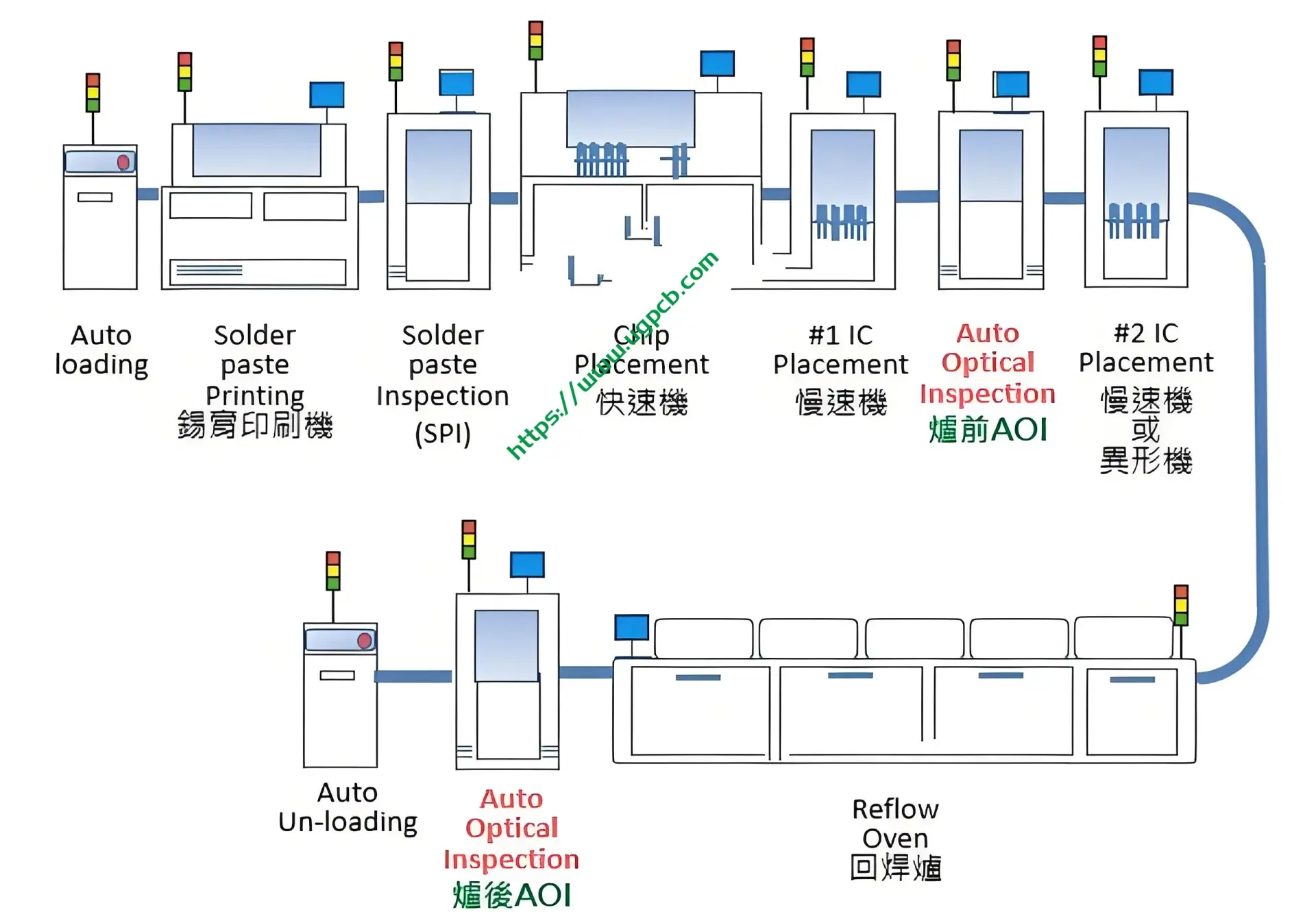
Производство SMT в настоящее время является самой популярной технологией и процессом в отрасли сборки электроники.. Технологический процесс производства SMT сложен., с вариациями в зависимости от продукта. Однако, основной поток обычно включает в себя: Входящая материальная проверка, программирование, печать, инспекция, монтаж, Предварительная проверка, Стрелка пайки, АОИ (Автоматическая оптическая проверка) обнаружение, ремонт, тестирование, и сборка.
Среди различных процессов в производстве SMT, Три выделяются как самые важные: вставленная печать, SMT монтаж, и пайки.
Вставленная печать
Печать вставки включает в себя применение припоя на печатную плату (Печатная плата). Оборудование и инструменты, используемые в этом процессе, включают:
- Печатные машины: Полностью автоматические и полуавтоматические печатные машины.
- Паяльная паста: Специальный материал, используемый для исправления компонентов на печатной плате.
- Трафарет: По сути, форма с выдолбленными позициями, соответствующими пайки на печатной плате, Позволяя просачиваться припоя пасты и покрыть прокладки. Это тонкий стальный лист, закрепленный рамой, обычно используется по толщине 0,10 мм, варьируясь в зависимости от компонентов и производственного процесса различных продуктов. Трафарет сделан в соответствии с файлом маски вставки в файлах Gerber, предоставленных R&D Команда или клиент. Эта подготовка имеет решающее значение до производства, поскольку качество трафарета определяет качество монтированных продуктов. Важность трафарета особенно очевидна в точных компонентах, и различные печатные машины имеют небольшие изменения в требованиях по апертуре трафарета. На основе личного опыта, Для продуктов с точными компонентами, такими как 0,4-шаловая BGA, Рекомендуется сделать трафарет, сделанный профессионалами производственной фабрики, Поскольку нет строгих стандартов для процесса. Детали лучше всего понимают инженеры процесса на заводе SMT.
Основная работа включает установку трафарета в печатной машине, Добавление паяной пасты в трафарет, Размещение печатной платы на трассе машины, Сканирование PCB и отметки трафарета с камерой машины, выравнивая их, Повышение печатной платформы, чтобы соответствовать трафарету, а затем используя наклонную шлюпку на 45 °, чтобы очистить пастовую пасту через трафарет, Передача его на пайки на печатной плате. Это завершает процесс печати. Если нет дефектов, это идеально; Если есть, Инженер оборудования должен внести незначительные корректировки. На основании многолетнего анализа полевых процессов, Печать вставки является наиболее критическим из трех основных процессов в производстве SMT, как 70% дефектов SMT связаны с этим шагом.
SMT монтаж
Монтаж SMT включает в себя использование машины размещения для монтажа компонентов на печатную печатную плату. Термин “монтаж” используется потому, что паяная паста содержит поток, который имеет определенную липкость, позволяя ему удерживать компоненты перед таянием.
Принцип монтажа SMT является одновременно простым и сложным. Это просто, потому что он развивался из ручной пайки, где компоненты были размещены на плате с пинцетом, В то время как машины размещения используют вакуумные всасывающие головки для прикрепления компонентов к печатной плате. Это сложно, потому что фактический процесс монтажа является сложным, с точным оборудованием. Технологические достижения превратили традиционные компоненты сквозной сквозной скромны в компоненты поверхности, Значительное повышение эффективности производства и изменение цепочки поставок всей отрасли.
Принцип работы SMT включает в себя создание программы размещения с использованием файлов Gerber, координировать файлы, спецификация (Билл материалов), и диаграмма позиции, предоставленная клиентом. Головы размещения (всасывающие форсунки), кормушки, и треки машины размещения работают вместе, чтобы завершить весь процесс монтажа.
- Всасывающие форсунки: У головы размещения есть 12 всасывающие форсунки, каждый с полым центром, который использует вакуумное всасывание, чтобы забрать компоненты.
- Кормушки: Это кормовые устройства, которые, На основе программы размещения, созданной программистом Placement Machine Progrommer, печатаются в список станций. Операторы устанавливают компоненты на кормушки в соответствии с заказа списка станции. Кормушки расположены на машине размещения, включен, и управляется шестернями для продвижения компонентной ленты. Программа инструктирует указанное всасывающее сопло, чтобы перейти в указанную позицию, чтобы забрать компонент и поместить его в указанную координату.
Меры предосторожности:
- Компоненты разного размера требуют всасывающих форсунок и кормушек разного размера.
- Поскольку всасывающие сопла используют вакуумный пикап, Очень важно, чтобы поверхность компонента была плоской и не протекала вакуум во время проектирования и производства образцов. Для специальных компонентов, таких как контактные антенны или выдолбленные устройства, Поставщикам может потребоваться добавить “кепп” или нанесите высокотемпературную клейкую ленту на поверхность.
- Избегайте использования массовых материалов.
Стрелка пайки
После печати вставки и монтажа, Следующим шагом является паялка для рефтова. Как только все компоненты установлены, PCB транспортируется в конвейер с помощью машины размещения для ручного осмотра или предварительной проверки AOI, чтобы проверить наличие монтажных дефектов. Если нет проблем, печатная плата может войти в духовку для рефлекса.
Многие могут не знать, что “переиз” средства в пайке для рефтова. Это не относится к пастовой пасту, протекающей из одного места в другое. Пять с надписью поступает от “Стрелка пайки,” где “переиз” означает преобразование гранулирующей припоя пая в жидкое состояние, а затем закрепление в сплав. Печь для реж “выпечка духовки” с конвейерной лентой, напоминающей велосипедную цепь. Это прямоугольная печь, которая транспортирует печатные платы, нагревает и растает паяную пасту, и укрепляет компоненты на пайках печатной платы. Печь с отбоя имеет устройства с горячим воздухом, разделенные на несколько температурных зон, Постепенно нагревание. Процесс можно описать с использованием кривой с четырьмя ключевыми зонами.
- Предварительная зона: Предопределяет печатную плату и компоненты, В основном, имея в виду эффект нагрева первого до трех нагревательных зон духовки.. Более высокое предварительное нагревание достигает теплового равновесия для паящих материалов, Позволяя приподке стать активной, и такие компоненты, как поток, чтобы испарить соответствующее испарение, проложить путь для хорошей пайки позже.
- Зона замачивания: Удаляет оксиды поверхности и делает паяную пасту активной, с паяльной пастой в полумолтенном состоянии, соответствует пятому, шестой, и седьмые зоны нагревания духовки рефтова.
- Зона режни: Также известный как зона пайки, это самая горячая область в духовке., достижение точки плавления припоя пая, Обычно около 220 ° C для припоя без свинца, длится 40 секунды.
- Зона охлаждения: Медленно охлаждается от точки плавления до 50 ° C, Формирование сплавных приподных суставов.
Это завершает процесс рефта, который обычно занимает около шести минут.
Заключение
Эта статья содержит объяснение и описание трех основных процессов производства SMT: печать, монтаж, и пайки. С этой информацией, Соответствующий персонал должен иметь более глубокое понимание этих важных шагов в производстве SMT.
