
Особенности S1150GH
– Бессвинцовая совместимость и отличная устойчивость к миграции ионов.
– Низкий коэффициент теплового расширения по оси Z
– Безгалогенная печатная плата, без сурьмы, без красного фосфора, и отсутствие других высокотоксичных и остаточных токсичных компонентов при сжигании отходов.
– Применимо к требованиям к высокопроизводительной обработке HDI
Область применения S1150GH
– Бытовая электроника
– Смартфоны, таблетки, ноутбуки
– ВЕЛ, Игровое устройство
Материал печатной платы S1150GH
Безгалогенный материал печатной платы Shengyi S1150GH

Безгалогенный материал печатной платы Shengyi S1150G.
Материал печатной платы для безгалогенной высоконадежной многослойной платы: S1150GH+препрег: Меры предосторожности при изготовлении печатной платы S1150GHB
1. Условия хранения S1150GH/S1150GHB
1.1 S1150GH/S1150GHB плакированная медью пластина
1.1.1 Способ хранения
Поместите его на платформу или подходящую стойку в оригинальной упаковке, чтобы избежать сильного давления и предотвратить деформацию тарелки, вызванную неправильным хранением..
1.1.2 Среда хранения
Планшеты следует хранить в вентилируемом помещении., сухая и комнатная температура во избежание прямых солнечных лучей, дождевая и коррозийная газовая эрозия (условия хранения напрямую влияют на качество пластин). Двойные панели следует хранить в подходящей среде в течение двух лет., и отдельные панели следует хранить в подходящей среде в течение одного года.. Его внутренние характеристики могут соответствовать требованиям стандарта IPC4101..
1.1.3 Операция
Надевайте чистящие перчатки, чтобы аккуратно обращаться с пластиной.. Столкновение, скользящий, и т. д.. повредит медную фольгу, работа голыми руками приведет к загрязнению поверхности медной фольги.. Эти дефекты могут отрицательно сказаться на использовании пластины..
1.2 Полуотверждаемый лист
1.2.1 Способ хранения
Храните горизонтально в оригинальной упаковке, чтобы избежать сильного давления и повреждения полуотверждаемого листа из-за неправильного хранения.. Оставшийся рулон полуотверждаемого листа после резки необходимо запечатать, упаковать свежей пленкой и положить обратно на кронштейн в оригинальной упаковке..
1.2.2 Среда хранения
Препрег следует хранить в герметичной упаковке в среде, защищенной от ультрафиолета.. Конкретные условия и период хранения следующие:
Состояние 1: температура<23 ℃, относительная влажность<50%, срок хранения 3 месяцы,
Состояние 2: температура<5 ℃, срок хранения 6 месяцы,
Относительная влажность оказывает большое влияние на качество препрега., и соответствующую обработку по осушению следует проводить во влажную погоду.. Препрег рекомендуется использовать в течение 3 дней после распаковки.
1.2.3 Резка
Профессионалам при резке лучше надевать чистые перчатки, чтобы не загрязнить поверхность препрега.. Операцию следует проводить осторожно, чтобы препрег не сморщился и не замялся.. Когда ПП режется, Рабочий стол следует сначала очистить, чтобы избежать перекрестного загрязнения различными типами порошка полипропиленовой смолы..
1.2.4 Меры предосторожности
Когда препрег вынимают из холодильного склада, перед открытием упаковки он должен пройти процесс восстановления температуры. Время восстановления температуры составляет более 8 часы (в зависимости от конкретных условий хранения). Упаковка может быть открыта после достижения той же температуры, что и температура окружающей среды.. Препрег, развернутый на листы, должен храниться в состоянии 1 или Условие 2 и использовать как можно скорее. После более чем 3 дни, его необходимо перепроверить и использовать после того, как его показатели будут проверены. После открытия рулонного препрега, следует использовать оставшуюся мантиссу в форме рулона., Необходимо осуществлять герметичную упаковку степени оригинальной упаковки и хранить ее в состоянии 1 или Условие 2. Если существует план проверки IQC, препрег должен быть испытан как можно скорее после получения (не более чем 5 дни) согласно стандарту IPC-4101. Если препрег осушается перед использованием, рекомендуется установить условия для шкафа осушения: температура<23 ℃, относительная влажность около 40%, и верхний предел колебаний не должен превышать 50%.
2. Рекомендации по обработке печатной платы S1150GH/S1150GHB
2.1 Резка
Для резки рекомендуется использовать пильную машину., с последующей режущей машиной. Обратите внимание, что резка роликовым ножом может привести к расслоению кромок пластины., во избежание расслоения кромок пластины из-за износа инструмента и неправильного зазора..
2.2 Выпечка сердцевинной пластины
В соответствии с фактической ситуацией использования, сердцевинную пластину можно запекать. Если сердцевинная пластина запеклась после открытия, рекомендуется обжигать сердцевинную пластину после промывки водой под высоким давлением после открытия, чтобы избежать попадания порошка смолы, образующегося в процессе резки, на поверхность пластины., что может привести к плохому травлению. Рекомендуется открыть сердцевину и выпекать при 150 ℃/2~4 часа. Обратите внимание, что пластина не может напрямую контактировать с источником тепла..
2.3 Потемнение внутреннего слоя
Схема S1150GH подходит для процесса подрумянивания..
2.4 Укладка
Процесс укладки должен обеспечивать единообразие последовательности укладки склеиваемых листов., и во время процесса штабелирования следует избегать опрокидывания, чтобы уменьшить такие проблемы, как коробление., вызванная этим деформация и складывание.
Время от подрумянивания сердцевинной пластины до прессующей пластины должно контролироваться в пределах 12 часы. Когда буферный материал может иметь риск впитывания влаги, рекомендуется высушить.
По особенностям материала, легко переносить статическое электричество. При штабелировании, обратите особое внимание на адсорбцию посторонних веществ на полипропилене..
Чтобы обеспечить хороший эффект выравнивания расширения и сжатия во время расположения пластин., для фиксации рекомендуется использовать заклепочную клепку. Если требуется слияние, рекомендуется использовать электромагнитный термоядерный синтез.. В то же время, наилучшие параметры эффекта слияния должны быть детально оценены. Для других методов сварки, собственные условия печатной платы должны быть тщательно оценены на предмет эффекта слияния, чтобы избежать отклонений слоев, вызванных плохим слиянием..
2.5 Ламинирование
Рекомендуется выбирать пресс-плиту с хорошей производительностью вакуумной откачки и уплотнением вакуумного клапана, чтобы избежать попадания внешней влаги..
Рекомендуемая скорость нагрева составляет 1,5 ~ 2,5 ℃/мин. (температура материала находится в диапазоне 80 ~ 140 ℃.).
Рекомендуется, чтобы давление ламинирования составляло 350-430 фунтов на квадратный дюйм. (гидравлический пресс). Удельное высокое давление должно быть отрегулировано в соответствии со структурными характеристиками пластины. (количество препрега и размер области заливки клея). Рекомендуется перейти на высокое давление при 80-100 ℃.
Условия отверждения: температура 180 ℃, время более 60 минут.
Скорость охлаждения < 2 ℃/мин.
Температура материала горячего прессования менее 150 ℃.
Если используется пресс для теплопроводности медной фольги, Компания Shengyi должна быть проинформирована заранее.
Если в многослойных плитах используются изоляционные плиты или отдельные панели., изоляционные плиты или отдельные панели перед использованием необходимо придать шероховатость, чтобы избежать недостаточной силы склеивания, вызванной слишком гладкими изоляционными плитами., или двусторонние платы могут быть вытравлены в отдельные панели или изоляционные плиты для производства.
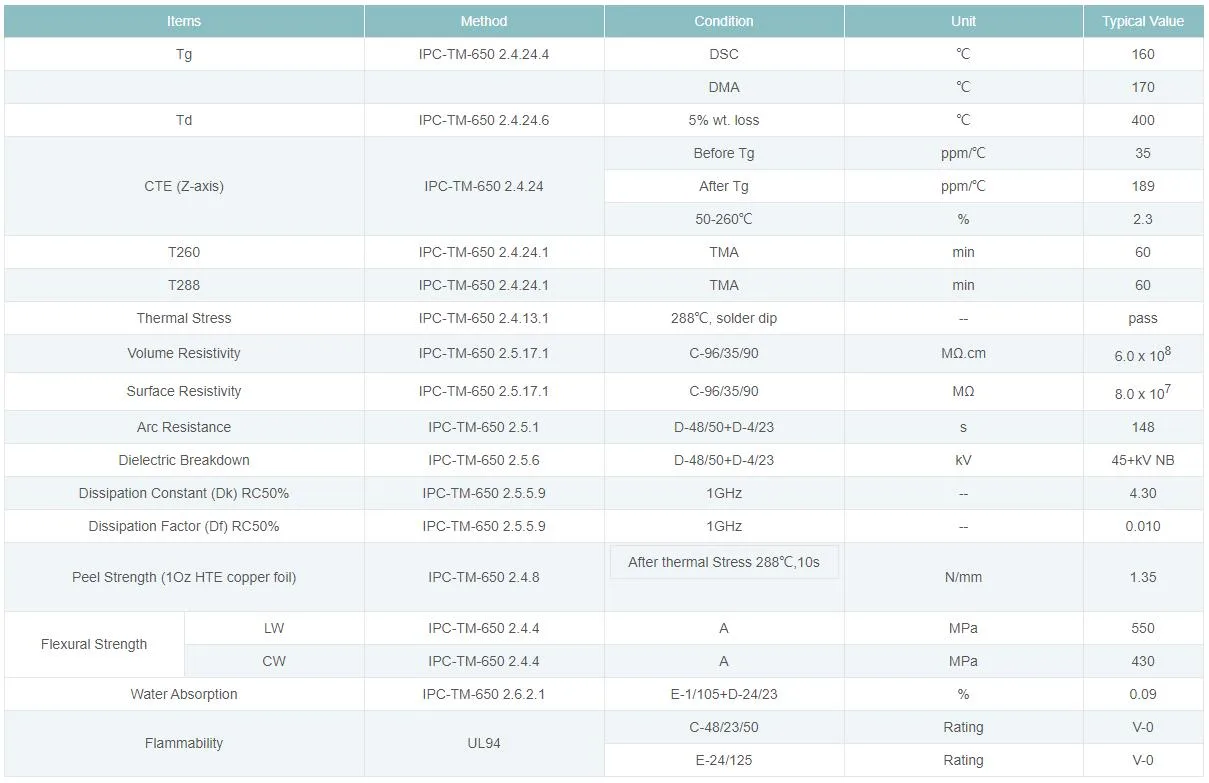
Таблица технических характеристик печатной платы без галогенов Shengyi S1150G
2.6 Бурение
Лучше использовать новую дрель..
Толщина стопки рекомендуется составлять не более 2 штук/стопка (Рассчитано на толщину пластины 1,6 мм/блок.).
Рекомендуется ограничить просверленное отверстие 1000-2000 дыры.
Скорость подачи при сверлении должна быть 15-20% ниже, чем при обработке обычных материалов FR-4.
2.7 Сушка пластины после сверления
Предполагается, что условия сушки после сверления должны быть следующими: 170-180 ℃/3h. Обратите внимание, что пластины не должны находиться в прямом контакте с источником тепла..
Обжиг перед отверстием для пробки смолы после обратного сверления: 170-180 ℃/2-3h.
2.8 Удаление грязи
Предполагается, что конкретные параметры должны быть установлены в соответствии с фактической структурой печатной платы. (толщина доски, размер апертуры), и все виды конструкционных плит должны быть полностью детально оценены, чтобы определить наиболее подходящие условия и параметры удаления клея.. Эффект удаления клея должен относиться к тому факту, что на медном соединении внутреннего слоя нет остатков смолы.. Рекомендуется горизонтальный или вертикальный Desmear.. Конкретные условия удаления клея зависят от оборудования., модель жидкого лекарства, Толщина доски или площадь отверстий. При условии полной загрузки, чем толще доска рекомендуется, Чем дольше время дегуммирования.
2.9 Устойчивые к пайке чернила
Рекомендуется сушить пластину перед зеленым маслом.: 130 ℃/2-4 часа,
При использовании решетки для выпечки, если пластина сдавлена или деформирована при вставке стойки, после запекания произойдет деформация. Не рекомендуется промывать паяльные чернила обратной промывкой., что может вызвать белые пятна.
2.10 Оловянное напыление
Подходит для процесса распыления бессвинцовой олова.. Для структуры толстой меди и большой медной поверхности на внешнем слое (или толстое медное покрытие), высокая температура во время напыления бессвинцового олова, что приводит к чрезмерному тепловому напряжению, склонен к образованию белых пятен между большими медными поверхностями, деформация медной кожи и другие проблемы. Меры по улучшению заключаются в следующем.:
1. Постарайтесь снизить температуру распыления олова., сократить время распыления олова, и уменьшить термическое напряжение, возникающее во время напыления олова,
2. Перед оловянным напылением, предварительно запечь тарелку при условии 140-150 ℃/2 часа, и немедленно распылите олово, чтобы удалить влагу, скопившуюся на поверхности тарелки., что может снизить вероятность появления белых пятен,
3. Избегайте слишком большой поверхности распыления олова., или соответствующим образом увеличьте густоту зеленого масла, который может хорошо смягчить термическое напряжение, возникающее во время напыления олова.,
4. Большая медная поверхностная структура выполнена в виде решетчатой структуры..
2.11 Обработка профиля
Рекомендуется использовать фрезерный станок для обработки и соответствующим образом снизить скорость движения.. Не рекомендуется использовать для обработки пивную тарелку..
2.12 Упаковка
Рекомендуется запекать тарелку перед упаковкой при условии 120 ℃/4-6 часов, чтобы избежать ухудшения термостойкости, вызванного влажностью.. Рекомендуется вакуумная упаковка из алюминиевой фольги..
3. Сварка S1150GH/S1150GHB
3.1 Срок действия упаковки
Для упаковки рекомендуется использовать вакуумные пакеты из алюминиевой фольги., и рекомендуемый срок действия 3 месяцы. Компоненты лучше запекать при 120 ℃ в течение 4–6 часов перед сборкой.
3.2 Параметры сварки оплавлением S1150GH/S1150GHB
Подходит для традиционной бессвинцовой пайки оплавлением..
Температура сварки 350~380 ℃. (с помощью паяльника с регулируемой температурой),
Время сварки одной точки сварки: в пределах 3 секунды.

