
S1000-2M - это материал для печатных плат, изготовленный по технологии Shengyi и обладающий высоким Tg FR-4. (выше Tg170 ℃). Он обладает способностью адаптироваться к высоким многослойным условиям без свинца., и широко используется в автомобилях, HDI и различные высококлассные электронные платы в отрасли S1000-2M характеризуются стабильной производительностью., удобная обработка и быстрая доставка.
Особенности С1000-2М
– Бессвинцовая совместимая печатная плата FR-4
– Высокая Тг170 ℃ (ДСК), Совместимость с УФ-блокировкой/AOI
– Высокая термостойкость
– Низкий коэффициент теплового расширения по оси Z
– Превосходная надежность сквозного отверстия
– Отличная производительность по борьбе с CAF
– Низкое водопоглощение и устойчивость к высоким температурам и влажности.
– Отличная производительность обработки
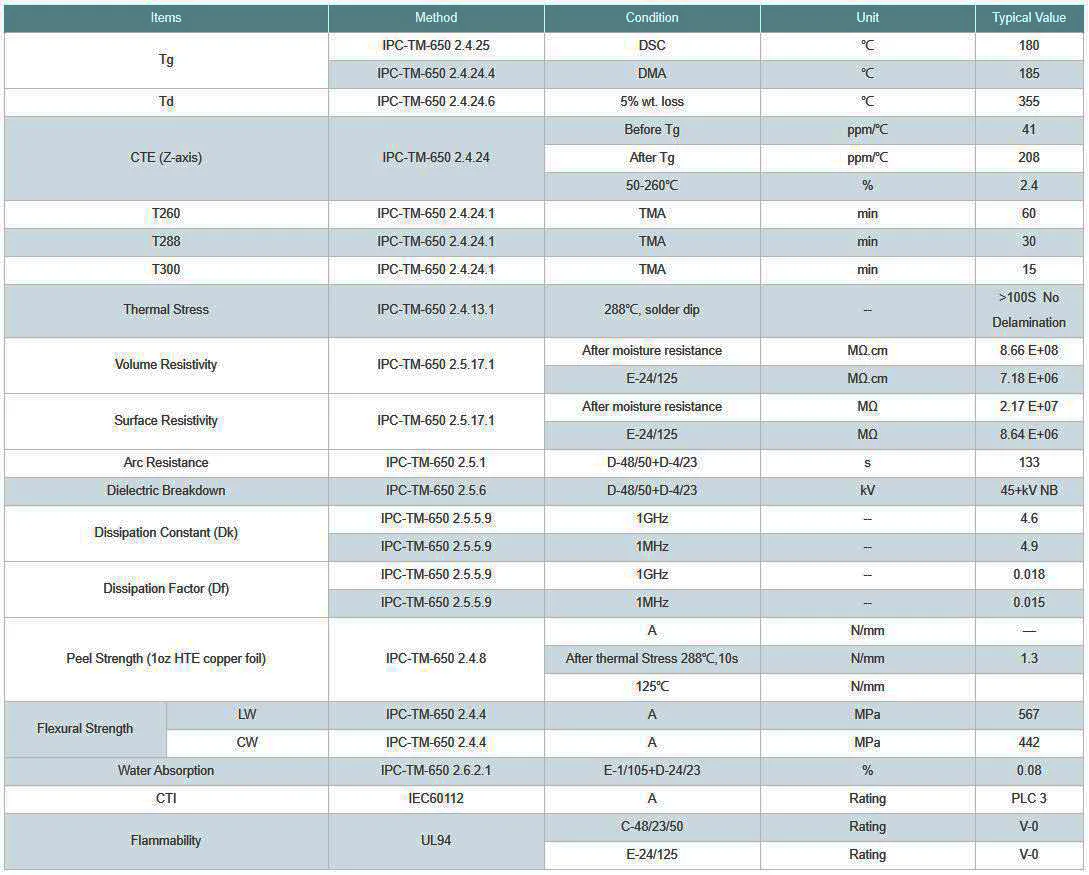
Параметры производительности подложки печатной платы TG S1000-2M
Область применения С1000-2М
– Подходит для многослойных печатных плат.
– Широко используется в компьютерах, связь и автомобильная электроника
Руководство по изготовлению печатных плат S1000-2M и S1000-2MB
1. Материал печатной платы С1000-2М Условия хранения
1.1 Плакированная медью пластина
1.1.1 Способ хранения
Поместите его на платформу или соответствующую стойку в оригинальной упаковке, чтобы избежать сильного давления и деформации тарелок, вызванных неправильным хранением..

Склад сырья
1.1.2 Среда хранения
Планшеты следует хранить в вентилируемом помещении., сухая и комнатная температура во избежание прямых солнечных лучей, дождь и едкий газ (условия хранения напрямую влияют на качество пластин).
Двойную панель можно хранить в течение двух лет в соответствующих условиях., и одну панель можно хранить в течение одного года в соответствующей среде.. Его внутренние характеристики могут соответствовать требованиям стандарта IPC4101..
1.1.3 Операция
Осторожно обращайтесь с пластинами в чистящих перчатках.. Столкновение, скользящий, и т. д.. повредит медную фольгу, работа голыми руками приведет к загрязнению поверхности медной фольги.. Эти дефекты могут отрицательно сказаться на использовании пластины..
1.2 Полуотверждаемый лист
1.2.1 Способ хранения
Препрег следует хранить горизонтально в оригинальной упаковке во избежание сильного давления и повреждений, вызванных неправильным хранением.. Оставшуюся часть препрега, вырезанную в форме рулона, необходимо запечатать, упаковать свежей пленкой и положить обратно на кронштейн в оригинальной упаковке..
1.2.2 Среда хранения
Препрег следует хранить в герметичной упаковке в среде, защищенной от ультрафиолета.. Конкретные условия и период хранения следующие::
Состояние 1: температура<23 ℃, относительная влажность<50%, срок хранения 3 месяцы,
Состояние 2: температура<5 ℃, срок хранения составляет 6 месяцы.
Относительная влажность оказывает наибольшее влияние на качество препрега., на что следует обратить внимание (соответствующую обработку по осушению следует проводить в сырую погоду.). Рекомендуется использовать клейкий лист внутри 3 дней после открытия упаковки.
1.2.3 Резка
Резку должны выполнять профессионалы в чистых перчатках, чтобы предотвратить загрязнение поверхности препрега.. Операцию следует проводить осторожно, чтобы препрег не сморщился и не замялся., и избежать влияния на использование препрега.
1.2.4 Меры предосторожности
Когда препрег вынимают из холодильного склада, перед открытием упаковки он должен пройти процесс восстановления температуры. Время восстановления температуры составляет более 8 часы (в зависимости от конкретных условий хранения). Пакет можно открыть после того, как температура сравняется с температурой окружающей среды..
ПП, раскрытый на листы, должен храниться при условии 1 или Условие 2 и использовать как можно скорее. Если оно превышает 3 дни, его необходимо перепроверить и использовать после того, как его показатели будут проверены.
После вскрытия упаковки рулонного ПП, Остальные закатанные хвостовые части должны быть запечатаны до уровня оригинальной упаковки и храниться в состоянии 1 или Условие 2.
Если существует план проверки IQC, клейкие ленты должны быть проверены как можно скорее после получения (не более чем 5 дни) согласно стандарту IPC-4101.
Если лист ПП перед использованием осушать, рекомендуется, чтобы установка шкафа осушения была<20 ℃, влажность должна быть около 40%, а верхний предел колебания не должен превышать 50%.
2. Рекомендации по обработке печатной платы С1000-2М
обработка печатных плат
2.1 Резка
Для резки рекомендуется использовать пильную машину., с последующей режущей машиной. Обратите внимание, что резка роликовым ножом может привести к расслоению кромок пластины..
2.2 Выпечка сердцевинной пластины
Основная пластина может быть запечена в зависимости от фактической ситуации использования.. Если сердцевинная пластина запеклась после резки, рекомендуется обжигать сердцевинную пластину после промывки водой под высоким давлением после резки, чтобы избежать попадания порошка смолы на поверхность пластины в процессе резки., что может привести к плохому травлению.
Условия сушки: 150 ℃/4~8ч. Обратите внимание, что пластина не может напрямую контактировать с источником тепла..
2.3 Укладка
Процесс укладки должен обеспечивать единообразие последовательности укладки склеиваемых листов., и избегайте обратного или опрокидывающего действия, чтобы избежать деформации и деформации..
2.4 Ламинирование
Рекомендуется, чтобы скорость нагрева составляла 1,0 ~ 2,5 ℃/мин. (температура материала должна находиться в диапазоне 80–140 ℃.) при многослойном ламинате.
300-420пси (гидравлический пресс) рекомендуется для ламинирования под высоким давлением. Удельное высокое давление необходимо регулировать в соответствии со структурными характеристиками пластины. (количество препрега и размер области заливки клея).
Рекомендуется повысить температуру внешнего материала до высокого давления при 80-100 ℃.
Условия отверждения: 185-195 ℃,>60мин.
Если используется пресс для теплопроводности медной фольги, нас нужно проинформировать заранее.
Если в многослойных плитах используются изоляционные плиты или отдельные панели., изоляционные плиты или отдельные панели перед использованием необходимо придать шероховатость, чтобы избежать недостаточной силы склеивания, вызванной слишком гладкими изоляционными плитами., или двусторонние платы могут быть вытравлены в отдельные панели или изоляционные плиты для производства.
2.5 Бурение
Пластина относительно твердая, а эффективность сверления низкая.. Рекомендуется соответствующим образом уменьшить диаметр отверстия сверла, чтобы обеспечить хорошее качество стенок отверстия.. На основе общих параметров бурения ФР-4, рекомендуется уменьшить скорость падения на 10-20%.
2.6 Десмеар
Поскольку в смолу С1000-2М добавлен неорганический наполнитель., который трудно укусить, Десмер необходимо усилить. Кроме того, для плит Desmear требуется ультразвуковая промывка водой. Высыхание после сверления способствует усилению эффекта Десмеара., который можно выбрать в соответствии с фактическим эффектом на 150 ℃/4 часа.
2.7 Паяльные чернила
При использовании решетки для выпечки, если пластина сдавлена или деформирована при вставке стойки, после запекания произойдет деформация.
2.8 Оловянное напыление
Он применим к процессу распыления бессвинцового олова.. Если есть проблема с белым пятном, рекомендуется выпекать при 150 ℃ в течение 2–4 часов, а затем распылить в течение 4 часов..
2.9 Обработка профиля
Не подходит для штамповки/обработки таблеток.,
Неорганические наполнители сильно изнашивают гонги и гонги., и длина края гонга явно уменьшилась, поэтому необходимо соответствующим образом снизить скорость движения.
2.10 Упаковка
Рекомендуется высушить пластину перед упаковкой при условии 125 ℃/4-8 часов, чтобы избежать ухудшения термостойкости, вызванного влажностью..
Если печатные платы необходимо хранить в течение длительного времени перед использованием, рекомендуется вакуумная упаковка из алюминиевой фольги.
3. С1000-2М Сварка печатных плат
3.1 Срок действия упаковки
Рекомендуется в течение 3 месяцы,
Компоненты лучше запекать при 125 ℃ в течение 4–8 часов перед сборкой.
3.2 Рекомендации по параметрам сварки оплавлением
Подходит для обычных условий бессвинцовой пайки оплавлением..
3.3 Рекомендации по параметрам ручной сварки
Для отдельных подушечек или краевых подушечек
Температура сварки 350~380 ℃. (с помощью паяльника с регулируемой температурой)
Время сварки одной точки сварки: в пределах 3 секунды

