
S1000-2M เป็นวัสดุ PCB ของเทคโนโลยี Shengyi และ TG FR-4 สูง (เหนือ TG170 ℃). มีความสามารถในการปรับให้เข้ากับหลายชั้นสูงโดยไม่ต้องเป็นผู้นำ, และใช้กันอย่างแพร่หลายในรถยนต์, HDI และแผงวงจรอิเล็กทรอนิกส์ระดับไฮเอนด์ต่างๆในอุตสาหกรรม S1000-2M มีลักษณะที่มั่นคง, การประมวลผลที่สะดวกและการจัดส่งที่รวดเร็ว.
คุณสมบัติ S1000-2M
– FR-4 PCB ที่เข้ากันได้กับตะกั่ว
– TG170 สูง℃ (DSC), การบล็อก UV/AOI เข้ากันได้
– ความต้านทานความร้อนสูง
– ค่าสัมประสิทธิ์การขยายความร้อนแกนต่ำแกน
– ความน่าเชื่อถือผ่านหลุมที่ยอดเยี่ยม
– ประสิทธิภาพการต่อต้าน CAF ที่ยอดเยี่ยม
– การดูดซึมน้ำต่ำและความต้านทานอุณหภูมิและความชื้นสูง
– ประสิทธิภาพการตัดเฉือนที่ยอดเยี่ยม
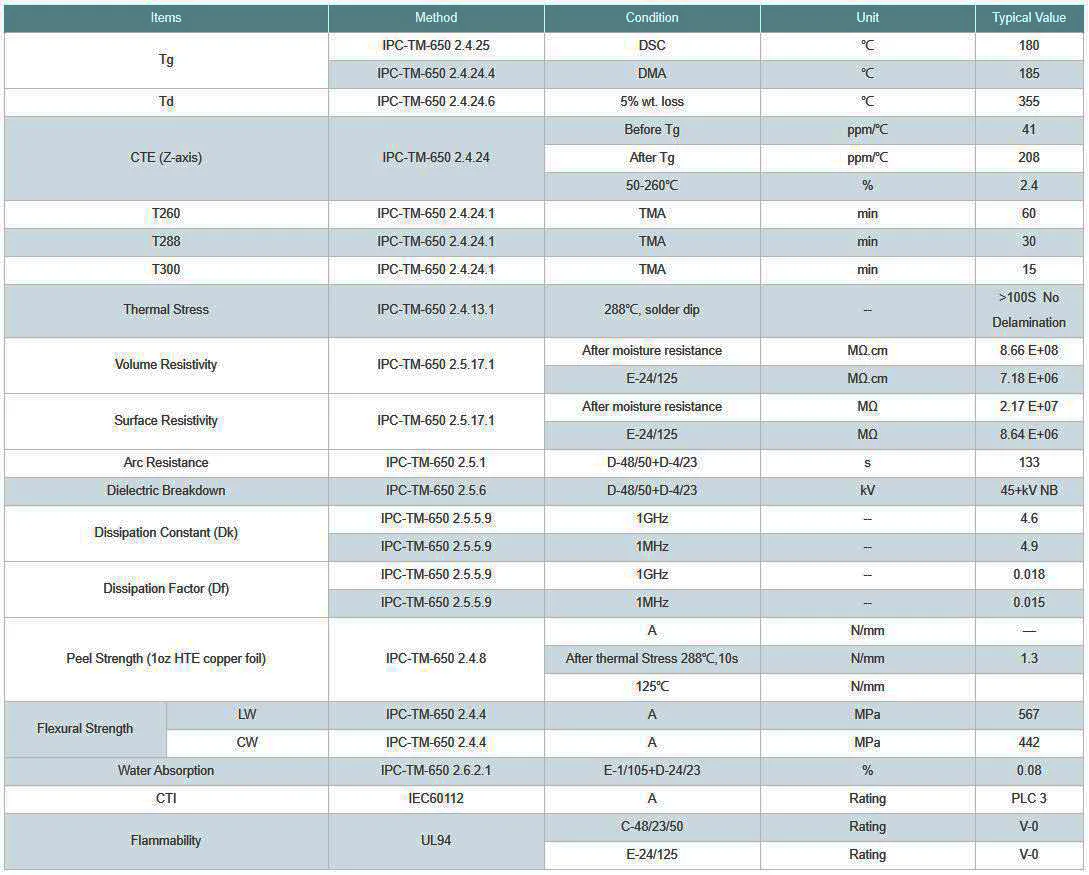
พารามิเตอร์ประสิทธิภาพการทำงานของสารตั้งต้น PCB TG S1000-2M
ฟิลด์แอปพลิเคชัน S1000-2M
– เหมาะสำหรับ PCB หลายชั้นสูง
– ใช้กันอย่างแพร่หลายในคอมพิวเตอร์, การสื่อสารและอุปกรณ์อิเล็กทรอนิกส์ยานยนต์
S1000-2M และ S1000-2MB PCB Manufacturing Guid
1. เงื่อนไขการจัดเก็บวัสดุ PCB S1000-2M
1.1 แผ่นหุ้มทองแดง
1.1.1 วิธีการจัดเก็บ
วางไว้บนแพลตฟอร์มหรือชั้นวางที่เหมาะสมในรูปแบบบรรจุภัณฑ์เดิมเพื่อหลีกเลี่ยงแรงดันหนักและการเสียรูปของแผ่นที่เกิดจากการจัดเก็บที่ไม่เหมาะสม.

คลังสินค้าวัตถุดิบ
1.1.2 สภาพแวดล้อมการจัดเก็บข้อมูล
แผ่นควรเก็บไว้ในการระบายอากาศ, สภาพแวดล้อมที่แห้งและอุณหภูมิห้องเพื่อหลีกเลี่ยงแสงแดดโดยตรง, ฝนและก๊าซที่มีฤทธิ์กัดกร่อน (สภาพแวดล้อมการจัดเก็บส่งผลโดยตรงต่อคุณภาพของแผ่น).
สามารถจัดเก็บสองแผงเป็นเวลาสองปีในสภาพแวดล้อมที่เหมาะสม, และแผงเดียวสามารถเก็บไว้ได้หนึ่งปีในสภาพแวดล้อมที่เหมาะสม. ประสิทธิภาพภายในสามารถตอบสนองความต้องการของมาตรฐาน IPC4101.
1.1.3 การดำเนินการ
ใช้ถุงมือทำความสะอาดเพื่อจัดการจานอย่างระมัดระวัง. การชนกัน, เลื่อน, ฯลฯ. จะทำลายฟอยล์ทองแดง, และการทำงานของมือเปล่าจะทำให้พื้นผิวฟอยล์ทองแดงก่อให้เกิดมลพิษ. ข้อบกพร่องเหล่านี้อาจส่งผลเสียต่อการใช้แผ่น.
1.2 แผ่นบ่มกึ่ง
1.2.1 วิธีการจัดเก็บ
prepreg จะถูกเก็บไว้ในแนวนอนในบรรจุภัณฑ์เดิมเพื่อหลีกเลี่ยงแรงดันหนักและความเสียหายที่เกิดจากการจัดเก็บที่ไม่เหมาะสม. prepreg รูปม้วนที่เหลือจะยังคงถูกปิดผนึกและบรรจุด้วยฟิล์มสดและนำกลับไปที่วงเล็บในแพ็คเกจดั้งเดิม.
1.2.2 สภาพแวดล้อมการจัดเก็บข้อมูล
prepreg จะถูกเก็บไว้ในแพ็คเกจปิดผนึกในสภาพแวดล้อมที่ปราศจากแสงอัลตราไวโอเลต. เงื่อนไขการจัดเก็บเฉพาะและระยะเวลาการจัดเก็บมีดังนี้:
เงื่อนไข 1: อุณหภูมิ<23 ℃, ความชื้นสัมพัทธ์<50%, ระยะเวลาการจัดเก็บของ 3 เดือน,
เงื่อนไข 2: อุณหภูมิ<5 ℃, ระยะเวลาการจัดเก็บคือ 6 เดือน.
ความชื้นสัมพัทธ์มีผลกระทบมากที่สุดต่อคุณภาพของ prepreg, ซึ่งควรให้ความสนใจกับ (ควรดำเนินการลดการลดความชื้นที่สอดคล้องกันเมื่อสภาพอากาศเปียก). ขอแนะนำให้ใช้แผ่นกาวภายใน 3 วันหลังจากเปิดแพ็คเกจ.
1.2.3 การตัด
การตัดควรดำเนินการโดยผู้เชี่ยวชาญที่สวมถุงมือสะอาดเพื่อป้องกันพื้นผิวของ prepreg จากการปนเปื้อน. การดำเนินการควรระมัดระวังเพื่อป้องกันไม่ให้ prepreg จากรอยย่นหรือรอยพับ, และหลีกเลี่ยงผลกระทบต่อการใช้ prepreg.
1.2.4 ข้อควรระวัง
เมื่อ prepreg ถูกนำออกจากห้องเย็น, ต้องผ่านกระบวนการกู้คืนอุณหภูมิก่อนที่จะเปิดแพ็คเกจ. เวลาในการกู้คืนอุณหภูมิมากกว่า 8 ชั่วโมง (ขึ้นอยู่กับเงื่อนไขการจัดเก็บเฉพาะ). แพ็คเกจสามารถเปิดได้หลังจากอุณหภูมิเหมือนกับอุณหภูมิแวดล้อม.
PP ที่เปิดเป็นแผ่นจะถูกเก็บไว้ภายใต้เงื่อนไข 1 หรือเงื่อนไข 2 และหมดลงโดยเร็วที่สุด. ถ้าเกิน 3 วัน, จะต้องตรวจสอบใหม่และใช้หลังจากตัวชี้วัดมีคุณสมบัติ.
หลังจากเปิดแพ็คเกจของ PP รีดแล้ว, ส่วนหางที่เหลืออยู่จะต้องปิดผนึกอยู่ในระดับบรรจุภัณฑ์เดิมและเก็บไว้ในสภาพ 1 หรือเงื่อนไข 2.
หากมีแผนการตรวจสอบ IQC, แถบกาวจะต้องทดสอบโดยเร็วที่สุดหลังจากได้รับ (ไม่เกิน 5 วัน) ตามมาตรฐาน IPC-4101.
หากแผ่น PP ถูกลดความชื้นก่อนการใช้งาน, ขอแนะนำให้การตั้งค่าของตู้ลดความชื้นควรเป็น<20 ℃, ความชื้นควรจะเกี่ยวกับ 40%, และขีด จำกัด สูงสุดของความผันผวนไม่ควรเกิน 50%.
2. คำแนะนำการประมวลผล PCB S1000-2M
การประมวลผล PCB
2.1 การตัด
ขอแนะนำให้ใช้เครื่องเลื่อยสำหรับการตัด, ตามด้วยเครื่องตัด. โปรดทราบว่าการตัดด้วยมีดลูกกลิ้งอาจนำไปสู่การแยกขอบแผ่น.
2.2 Core Plate Baking
แผ่นแกนสามารถอบได้ตามสถานการณ์การใช้งานจริง. หากแผ่นแกนถูกอบหลังจากตัด, ขอแนะนำให้แผ่นแกนจะอบหลังจากล้างน้ำแรงดันสูงหลังจากตัดเพื่อหลีกเลี่ยงการเปิดตัวผงเรซินไปยังพื้นผิวแผ่นในระหว่างกระบวนการตัด, ซึ่งอาจทำให้การแกะสลักไม่ดี.
สภาพการอบแห้ง: 150 ℃/4 ~ 8H. โปรดทราบว่าแผ่นไม่สามารถติดต่อแหล่งความร้อนได้โดยตรง.
2.3 การซ้อนกัน
กระบวนการสแต็กจะต้องทำให้แน่ใจว่าลำดับการซ้อนของแผ่นพันธะนั้นสอดคล้องกัน, และหลีกเลี่ยงการกระทำย้อนกลับหรือพลิกคว่ำเพื่อหลีกเลี่ยงการแปรปรวนและการเสียรูป.
2.4 การเคลือบ
ขอแนะนำให้อัตราความร้อนควรเป็น 1.0 ~ 2.5 ℃/นาที (อุณหภูมิวัสดุควรอยู่ในช่วง 80 ~ 140 ℃) ในช่วงลามิเนตหลายชั้น.
300-420PSI (กดไฮดรอลิก) แนะนำสำหรับการเคลือบด้วยแรงดันสูง. จำเป็นต้องปรับความดันสูงเฉพาะตามลักษณะโครงสร้างของแผ่น (จำนวน prepreg และขนาดของพื้นที่เติมกาว).
ขอแนะนำให้เปลี่ยนอุณหภูมิภายนอกให้เป็นแรงดันสูงที่ 80-100 ℃.
สภาพการบ่ม: 185-195 ℃,>60นาที.
หากใช้เครื่องกดความร้อนฟอยล์ฟอยล์, เราจำเป็นต้องได้รับการแจ้งล่วงหน้า.
หากมีการใช้บอร์ดฉนวนหรือแผงเดี่ยวในบอร์ดหลายชั้น, บอร์ดฉนวนหรือแผงเดี่ยวจำเป็นต้องหยาบก่อนที่จะใช้เพื่อหลีกเลี่ยงแรงยึดติดที่ไม่เพียงพอที่เกิดจากบอร์ดฉนวนที่ราบรื่นเกินไป, หรือบอร์ดสองด้านสามารถสลักลงในแผงเดี่ยวหรือบอร์ดฉนวนสำหรับการผลิต.
2.5 การขุดเจาะ
จานค่อนข้างแข็งและประสิทธิภาพการขุดเจาะต่ำ. ขอแนะนำให้ลดขีด จำกัด หลุมของหัวฉีดสว่านอย่างเหมาะสมเพื่อให้แน่ใจว่าคุณภาพผนังรูที่ดี. บนพื้นฐานของพารามิเตอร์การขุดเจาะ FR-4 ทั่วไป, ขอแนะนำให้ลดความเร็วที่ลดลงโดย 10-20%.
2.6 desmear
เนื่องจาก S1000-2M เรซินมีฟิลเลอร์อนินทรีย์เพิ่ม, ซึ่งยากที่จะกัด, Desmear จำเป็นต้องได้รับการเสริมความแข็งแกร่ง. นอกจากนี้, จำเป็นต้องมีการซักน้ำอัลตราโซนิกสำหรับบอร์ด desmear. การอบแห้งหลังจากการขุดเจาะนั้นเอื้อต่อการเสริมสร้างผลกระทบของ desmear, ซึ่งสามารถเลือกได้ตามผลจริงที่ 150 ℃/4H.
2.7 หมึกต่อต้านบัดกรี
เมื่อใช้ชั้นวางสำหรับอบ, หากจานถูกบีบหรือผิดรูปเมื่อใส่ชั้นวาง, การแปรปรวนจะเกิดขึ้นหลังจากการอบ.
2.8 การฉีดพ่นดีบุก
มันใช้ได้กับกระบวนการฉีดพ่นดีบุกที่ปราศจากตะกั่ว. หากมีปัญหาจุดสีขาว, ขอแนะนำให้อบที่ 150 ℃เป็นเวลา 2-4H แล้วพ่นภายใน 4H.
2.9 การประมวลผลโปรไฟล์
ไม่เหมาะสำหรับการเจาะ/แท็บเล็ต,
ฟิลเลอร์อนินทรีย์มีการสึกหรอที่ดีบนฆ้องและฆ้อง, และความยาวของขอบฆ้องลดลงอย่างเห็นได้ชัด, ดังนั้นจึงจำเป็นต้องลดความเร็วในการเดินทางอย่างเหมาะสม.
2.10 การบรรจุหีบห่อ
ขอแนะนำให้แห้งจานก่อนบรรจุภัณฑ์ภายใต้เงื่อนไขของ 125 ℃/4-8H เพื่อหลีกเลี่ยงการเสื่อมสภาพของความต้านทานความร้อนที่เกิดจากความชื้น.
หากจำเป็นต้องเก็บบอร์ด PCB เป็นเวลานานก่อนใช้งาน, แนะนำให้ใช้บรรจุภัณฑ์สูญญากาศอลูมิเนียมฟอยล์.
3. การเชื่อม S1000-2M PCB
3.1 ความถูกต้องของบรรจุภัณฑ์
แนะนำภายใน 3 เดือน,
จะดีกว่าที่จะอบส่วนประกอบที่ 125 ℃สำหรับ 4 ~ 8h ก่อนการประกอบ.
3.2 คำแนะนำสำหรับพารามิเตอร์การเชื่อม reflow
เหมาะสำหรับเงื่อนไขการประมวลผลการบัดกรี reflow ที่ปราศจากตะกั่วตามปกติ.
3.3 คำแนะนำเกี่ยวกับพารามิเตอร์การเชื่อมด้วยตนเอง
สำหรับแผ่นรองแต่ละแผ่นหรือแผ่นขอบ
อุณหภูมิการเชื่อมคือ 350 ~ 380 ℃ (ใช้หัวแร้งที่ควบคุมอุณหภูมิ)
เวลาเชื่อมของจุดเชื่อมเดี่ยว: ภายใน 3 ไม่กี่วินาที
